Rezanie a tvarovanie plechu do kruhového tvaru je bežná požiadavka v mnohých odvetviach, od výroby komponentov pre stroje až po umelecké projekty. Problém nastáva, keď potrebujete vytvoriť špecifický tvar, ako je napríklad kužeľ s presnými rozmermi, alebo pracujete s materiálom, ktorý je ťažko tvarovateľný, ako je nerezová oceľ. V tomto článku vám predstavíme metódy a postupy, ktoré vám pomôžu vytvoriť požadovaný kruh alebo kužeľ z plechu s dôrazom na presnosť a kvalitu.
Typy plechov a ich vlastnosti
Predtým, ako začnete rezať, je dôležité pochopiť typ plechu z nehrdzavejúcej ocele, s ktorým pracujete. Ponúkame široký sortiment nerezových plechov, ako napr.
310s platňa z nehrdzavejúcej ocele valcovaná za tepla, doska z nehrdzavejúcej ocele 904L a 201 Ozdobný tanier z nehrdzavejúcej ocele.
Tvrdšie plechy z nehrdzavejúcej ocele budú vyžadovať výkonnejšie rezné nástroje. Napríklad nehrdzavejúca oceľ 310s je známa svojou odolnosťou voči vysokým teplotám a relatívne vysokou tvrdosťou, čo znamená, že budete potrebovať nástroj s ostrým a odolným ostrím. Hrúbka tiež zohráva významnú úlohu.Výber zliatiny a jej tvrdosť výrazne ovplyvňujú, ako plech reaguje na kužeľové tvárnenie. Výrobní inžinieri musia prispôsobiť proces tvárnenia metalurgickým vlastnostiam obrobku.
Ťažnosť a medza klzu
Ťažnosť je schopnosť materiálu podliehať plastickej deformácii bez lomu. Pri valcovaní kužeľa musí byť kov vytlačený za hranicu medze klzu, ale bezpečne udržiavaný pod hranicou pevnosti v ťahu. Materiály ako nehrdzavejúca oceľ radu 300 alebo mäkký hliník (3003-H14) sú vysoko tvárne a dobre reagujú na tvárnenie. Naopak, vysokopevnostné nízkolegované (HSLA) ocele alebo ocele s úpravou T6hliníkové zliatiny majú veľmi úzke okno medzi poddajnosťou a praskaním.
Napríklad, ak sa výrobca pokúsi valcovať tesný kužeľ z hliníka 6061-T6, na vonkajšom povrchu ohybu sa môžu vytvoriť textúry „pomarančovej kôry“ alebo mikrotrhliny. V takýchto prípadoch môže inžinier špecifikovať žíhané tvarovanie „O“, po ktorom nasleduje tepelné spracovanie po výrobe, aby sa znovu dosiahla požadovaná pevnosť.
Zušľachtenie a odpruženie
K spevneniu za studena alebo k spevneniu v dôsledku deformácie dochádza, keď sa kov stáva tvrdším a krehkejším pri deformácii. Toto je obzvlášť rozšírené u austenitických nehrdzavejúcich ocelí. Počas valcovania kužeľového prechodu pre chemický závod každý prechod valcami zvyšuje odolnosť materiálu voči ďalšiemu ohýbaniu.
Pruženie je tendencia kovu vrátiť sa do pôvodného tvaru po uvoľnení tvárniaceho tlaku. Je to funkcia modulu pružnosti materiálu. Kužeľ vyrobený z vysokopevnostnej pružinovej ocele bude vyžadovať, aby obsluha diel výrazne „ohýbala“ za cieľový polomer. Inžinier to musí zohľadniť návrhom šablón, ktoré sú o niečo pevnejšie ako konečná požadovaná geometria.

Potrebné materiály a nástroje
Na výrobu kruhu alebo kužeľa z plechu budete potrebovať nasledujúce materiály a nástroje:
- Plechu (napríklad nerezový plech s hrúbkou 2 mm)
- Vŕtačka s vrtákmi
- Skrutkovač
- Kliešte
- Jamkovač
- Ceruzka
- Meter
- Kladivo
- Zváračka
- Ráčnový popruh
- Zámočnícke svorky
- Lis (voliteľné)
- Guľa z ložiska (voliteľné)
- Zvinovací meter a kružidlo sú nevyhnutné pre presné označenie kruhového tvaru na plechu z nehrdzavejúcej ocele.
- Jigsaw: Priamočiara píla je všestranný nástroj, ktorý možno použiť na rezanie kriviek nerezových plechov do určitej hrúbky.
- Plazmový rezač: Pre hrubšie nerezové plechy je výbornou voľbou plazmová rezačka. Na prerezanie kovu využíva vysokorýchlostný prúd ionizovaného plynu.
- Laserová rezačka: Laserové rezačky ponúkajú najvyššiu úroveň presnosti a sú vhodné na rezanie zložitých kruhových tvarov. Na roztavenie a odparenie kovu používajú vysokovýkonný laserový lúč.
Bezpečnostné vybavenie: Bezpečnosť by mala byť vždy vašou najvyššou prioritou. Pri práci s plechom a nástrojmi používajte ochranné prostriedky, ako sú rukavice a okuliare.
Metódy tvorby kruhu z plechu
Existuje niekoľko spôsobov, ako vytvoriť kruh z plechu. Pozrieme sa na tie najpoužívanejšie.
1. Metóda s výsečou a ráčnovým popruhom (pre kužeľ)
Táto metóda je vhodná pre kužele s menšou výškou a silnejším plechom. Pri výrobe kužeľa s priemerom 650 mm, výškou 20-30 mm a stredovým otvorom s priemerom 30 mm, tento postup zaručuje presné rozmery.
- Príprava výseče: Z plechu vyrežte výseč, ktorá zodpovedá požadovanému kužeľu. Táto výseč predstavuje rozvinutý plášť kužeľa. Proces výroby kužeľa začína dlho predtým, ako kov dosiahne valce. Začína sa výpočtom vývoja plochého vzoru, čo je proces zakorenený v geometrii kruhového výseku. Pre výrobného inžiniera to zahŕňa preklad konečných 3D rozmerov do 2D šablóny, ktorá zohľadňuje hrúbku materiálu, K-faktor a možnosti tvárniaceho zariadenia.
- Ohýbanie pomocou ráčnového popruhu: Okolo okraja výseče oviňte klasický ráčnový popruh. Medzeru medzi okrajmi výseče postupne sťahujte pomocou ráčne.
- Zvarenie: Keď dosiahnete požadovaný tvar kužeľa, okraje zvarte bodovou zváračkou.
2. Výroba mezikružia a tvarovanie pomocou lisu (pre kužeľ)
Táto metóda je vhodná na výrobu kužeľov, kde sa vyžaduje väčšia presnosť a kontrola nad tvarom.
- Výroba mezikružia: Stočte mezikružie z hrubšieho plechu (napríklad 4 mm). Toto mezikružie bude slúžiť ako podpora pre plechový kruh.
- Tvarovanie pomocou lisu: Na lis umiestnite plechový kruh na mezikružie. Pomocou gule z ložiska tlačte na stred kruhu, čím vytvarujete kužeľ.
Upozornenie: Pri tejto metóde hrozí zvlnenie plechu po kraji.
3. Vytvorenie kužeľa pomocou ohýbania a zvárania
- Príprava plechu: Z plechu vyrežte kruh s požadovaným priemerom (napríklad 650 mm).
- Vytvorenie otvoru: Vyvŕtajte stredový otvor s priemerom (napríklad 30 mm).
- Ohýbanie: Postupne ohýbajte plech tak, aby ste vytvorili kužeľ s požadovanou výškou (napríklad 20-30 mm).
- Zvarenie: Ak je to potrebné, zvarte okraje kužeľa, aby ste zabezpečili jeho stabilitu.
Welding Tips & Tricks . 0,5 mm. Always work.
4. Ohýbanie na stáčačke
Klasická stáčačka je ideálna pre vytváranie valcov a kruhov s väčším priemerom. Ak však potrebujete kužeľ s malou výškou a otvorom v strede, táto metóda nemusí byť vhodná.
5. Lisovanie s použitím formy
Táto metóda zahŕňa použitie lisu a formy na vytlačenie plechu do požadovaného tvaru.
- Príprava formy: Vytvorte formu, ktorá zodpovedá požadovanému tvaru kužeľa. Môže to byť napríklad vyfrézovaný otvor v doske s potrebným kužeľom.
- Lisovanie: Vložte plech medzi dve dosky, pričom spodná doska má vyfrézovaný otvor s kužeľom. Použite lis na zatlačenie plechu do formy. Alternatívne môžete plech vybúchať kladivom.
6. Alternatívne metódy
- Šikmé dno: Namiesto kužeľa môžete zvážiť použitie šikmého dna.
- Ručné tvarovanie: Pre menšie kužele môžete použiť okrúhly kirner a postupne zväčšovať priemer kirnera, čím vytiahnete požadovaný tvar.
- Výroba na sústruhu: Ak potrebujete malý kužeľ (napríklad s priemerom 30 mm), môžete ho vytočiť na sústruhu.
Špecifiká práce s nerezovou oceľou
Nerezová oceľ je známa svojou pevnosťou a odolnosťou voči korózii, ale jej tvarovanie môže byť náročné.
- Tvrdosť: Nerezová oceľ je tvrdšia ako bežná oceľ, čo znamená, že vyžaduje väčšiu silu na ohýbanie a tvarovanie.
- Pružnosť: Nerezová oceľ má vyššiu pružnosť, čo znamená, že sa môže vracať do pôvodného tvaru po odstránení sily.
- Opotrebenie nástrojov: Práca s nerezovou oceľou môže spôsobovať rýchlejšie opotrebenie nástrojov.
Povrchové úpravy pre lepšie spracovanie
Použitie povrchových úprav môže zlepšiť spracovateľnosť nerezovej ocele a znížiť opotrebenie nástrojov.
- RLP-HPL: Technológia RLP-HPL od spoločnosti Rolleri poskytuje nástrojom konštantne vysokú úroveň výkonu. Táto úprava je výnimočná vďaka použitiu uhlíka v povrchovej vrstve a umožňuje efektívne používanie nástrojov aj pri práci s vysoko odolnými materiálmi, ako je nerezová oceľ.
- RLP-Zinc Free: Dvojitá povrchová úprava RLP-Zinc Free od spoločnosti Rolleri kombinuje vysoký výkon RLP-HPL so samomazným a protilepivým povlakom na báze MoS2 (Molybdenum Disulphide). Táto technológia eliminuje odlamovanie pri spracovaní pozinkovaného plechu, hliníka alebo medi.
Inžinierska logika kužeľovej výroby
Výrobní inžinieri a spracovatelia kovov sa často stretávajú s výzvou premeny plochých polotovarov na zložité trojrozmerné geometrie. Kužeľ je hlavným príkladom tejto transformácie a zohráva dôležitú úlohu v dynamike tekutín, štrukturálnej podpore a priemyselnom zadržiavaní. Na rozdiel od valcových foriem, ktoré zahŕňajú rovnomerné ohýbanie pozdĺž jednej osi, kužeľové štruktúry vyžadujú nerovnomerné rozloženie napätia po povrchu materiálu. Táto zložitosť znamená, že úspešná výroba nie je len otázkou mechanickej sily, ale aj dôsledným uplatňovaním geometrického vývoja a materiálovej vedy.
V priemyselnom prostredí je kužeľ zriedkavo dekoratívnou voľbou. Je to funkčná nevyhnutnosť. V chemickom spracovaní kužeľovité dno reaktorovej nádoby zabezpečuje úplný odtok viskóznych kvapalín. V systémoch HVAC minimalizujú kužeľové redukčné ventily poklesy tlaku počas prechodov potrubí. V sektore ťažkých zariadení chránia kužeľové opotrebovacie vložky žľaby pred abrazívnym vplyvom rudy a kameniva. Každá z týchto aplikácií vyžaduje špecifické tolerancie, materiálové vlastnosti a štrukturálnu integritu. Zásobník pre obilné silo môže tolerovať miernu odchýlku vo svojom šve, ale vysokotlakový prechod pre parnú turbínu vyžaduje absolútnu presnosť.
Matematický rozvoj a rozloženie plochých vzorov
Základom každého kužeľového projektu je rozvinovací vzor. Ak je počiatočné rozloženie nesprávne, žiadne zručné valcovanie ani zváranie nedokáže opraviť hotový diel. Pre profesionála vo výrobe to vyžaduje prekročenie základného kreslenia k hlbokému pochopeniu vývoja radiálnych línií.
Geometria plného kužeľa
Plný kužeľ končí ostrým bodom, ktorý je technicky vrcholom. Na vytvorenie vzoru pre plný kužeľ potrebuje inžinier polomer základne $R$ a vertikálnu výšku $H$. Tieto rozmery umožňujú výpočet výšky sklonu $L$, ktorá slúži ako polomer oblúka plochého vzoru. Táto sa vypočíta pomocou štandardného Pytagorovho vzťahu: $$L = \sqrt{R^2 + H^2}$$
Ďalšou kritickou premennou je uhol plochého sektora, $\theta$. Tento uhol predstavuje časť celého kruhu, ktorú plochá doska zaberie. Je odvodený z obvodu základne kužeľa v porovnaní s obvodom kruhu s polomerom rovným výške šikmej hrany: $$\theta = \left(\frac{R}{L}\right) \times 360^\circ$$
Napríklad, predstavte si priemyselný lapač prachu, kde je potrebný kužeľovitý uzáver s polomerom 15 palcov a výškou 20 palcov. Výška šikmej plochy $L$ je presne 25 palcov. Výsledný uhol $\theta$ je 216 stupňov. Keď výrobca toto vyznačí na plechu mäkkej ocele s hrúbkou 12, nakreslí oblúk s polomerom 25 palcov s rozsahom 216 stupňov.
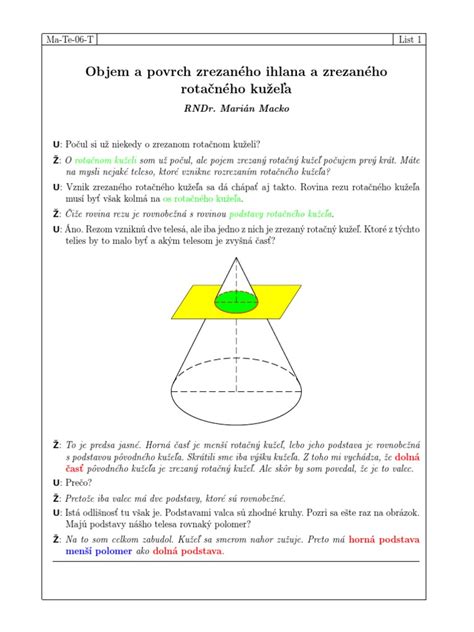
Geometria zrezaného kužeľa
Vo veľkej väčšine technických aplikácií sa kužele skrátia, čo znamená, že sa odstráni vrchný bod a vytvorí sa otvor. Tento tvar sa nazýva zrezaný kužeľ. Tým sa zavádza druhý polomer, $r$, pre vrchný otvor. Plochý vzor pre zrezaný kužeľ je výseč kruhu s menšou výsečou odstránenou zo stredu. Na nájdenie malej výšky šikmej hrany $l$, ktorá definuje vnútorný oblúk šablóny, použijeme princíp podobných trojuholníkov. Pomer horného polomeru k dolnému polomeru je úmerný pomeru malej výšky šikmej hrany k plnej výške šikmej hrany: $$l = \frac{r \times L}{R}$$
Tento výpočet je nevyhnutný pre komponenty, ako sú prechodové kusy v závodoch na spracovanie potravín. Ak sa musí násypka z nehrdzavejúcej ocele zmeniť z priemeru 30 palcov na priemer 10 palcov cez vertikálne rozpätie 40 palcov, inžinier musí presne vypočítať výšku veľkého aj malého sklonu, aby sa zabezpečilo, že výsledný sektor „koblihy“ dokonale zapadne medzi spojovacie príruby. Akákoľvek chyba v uhle $\theta$ alebo polomeroch $L$ a $l$ bude mať za následok neuzavretý šev alebo skosený diel.
Zohľadnenie hrúbky materiálu a neutrálnej osi
Častým problémom pri návrhu je ignorovanie hrúbky kovu. Pri tenkovrstvových prácach (pod 1/16 palca) je rozdiel zanedbateľný. Avšak pri ťažkej výrobe s hrúbkou 1/2 palca alebo 1 palec hrúbka materiálu výrazne ovplyvňuje konečné rozmery. Pri ohýbaní kovu sa vnútorný povrch stláča a vonkajší povrch sa naťahuje. Medzi týmito dvoma zónami leží neutrálna os, ktorá si zachováva svoju pôvodnú dĺžku. Inžinieri používajú na určenie tejto neutrálnej osi K-faktor. Vzorec pre vypočítanú dĺžku musí použiť „stredný priemer“ - priemer meraný na neutrálnej osi. Pre väčšinu uhlíkových ocelí je K-faktor približne 0,44.
Ak sa stredný priemer nepoužije v ťažkej banskej násypke, môže to viesť k obvodu, ktorý sa odchýli o niekoľko centimetrov, čo znemožní priskrutkovanie kužeľa k jeho zodpovedajúcemu valcu.
Technológie rezania pre ploché vzory
Po dokončení rozloženia je potrebné plochý vzor vyrezať s vysokou presnosťou. Výber metódy rezania závisí od typu materiálu, hrúbky a požadovanej kvality hrany pre následné zváranie.
CNC rezanie vláknovým laserom
Vláknové lasery spôsobili revolúciu vo výrobe kužeľov pre materiály s hrúbkou až 2,5 cm. Ponúkajú neuveriteľnú rýchlosť a úzku škáru (šírku rezu). Pre presnosť letecký komponent, ako napríklad kužeľový tepelný štít, dokáže laser udržať tolerancie v rozmedzí +/- 0,005 palca. Moderný laserový softvér navyše dokáže vyleptať radiálne „čiary ohybu“ priamo na diel, čím poskytne obsluhe valcovania vizuálny návod na zarovnanie.
Plazmové rezanie s vysokým rozlíšením
Pre hrubšie materiály používané v ťažkom priemysle, ako sú napríklad 2-palcové plechy z uhlíkovej ocele pre kryty vodných turbín, je štandardom plazma s vysokým rozlíšením. Hoci jej chýba extrémna presnosť laseru, je oveľa nákladovo efektívnejšia pre veľkoformátové diely. Hlavným problémom plazmy je tepelne ovplyvnená zóna (HAZ). Intenzívne teplo môže zmeniť štruktúru zŕn pozdĺž rezanej hrany, čím ju sťažuje a náchylnejšia na praskanie počas procesu valcovania. Inžinieri často špecifikujú „spätné brúsenie“ 1/8 palca pozdĺž hrán, aby sa táto stvrdnutá vrstva odstránila pred začiatkom tvárnenia.
Rezanie abrazívnym vodným lúčom
Rezanie vodným lúčom je preferovanou metódou pre materiály citlivé na teplo, ako je titán, Inconel alebo niektoré hliníkové zliatiny. Keďže ide o proces rezania za studena, nedochádza k tepelne ovplyvnenej zóne (HAZ) a metalurgické vlastnosti zliatiny zostávajú nezmenené. To je dôležité pre súčiastky, ako sú kužeľové výfukové trysky vo vysokovýkonných motoroch, kde akákoľvek tepelná degradácia počas fázy rezania môže viesť k predčasnému zlyhaniu pri prevádzkovom namáhaní.
Metódy tvarovania: valcovanie a tlačenie
Transformácia plochého sektora na trojrozmerný kužeľ si vyžaduje špecializované vybavenie a techniky. Dve najbežnejšie metódy sú valcovanie klzným valcom a ohraňovací lis.
Dynamika kužeľového valcovania
Valcovanie valca je jednoduché, pretože tlak je rovnomerný po celej šírke plechu. Valcovanie kužeľa je zložitá mechanická úloha, pretože kužeľ s malým priemerom sa musí pohybovať cez valce pomalšie ako kužeľ s veľkým priemerom. Na dosiahnutie tohto cieľa používajú výrobcovia valček na plech vybavený nadstavcom na „kužeľové valcovanie“ alebo „tlmičom“. Toto zariadenie vytvára odpor na úzkom konci plechu a núti ho otáčať sa okolo centrálneho vrcholu, zatiaľ čo prechádza cez valce. Obsluha musí nakloniť jednu stranu valcov (zvyčajne horný valec alebo bočné valce), aby vytvorila potrebný tlakový rozdiel. V reálnom príklade bude výrobca, ktorý vyrába pivovarský kotol z nehrdzavejúcej ocele, starostlivo sledovať okraje plechu. Ak sa „malý“ okraj začne pohybovať rýchlejšie ako „veľký“ okraj, kužeľ začne „vychádzať“ z valčekov, čoho výsledkom bude skôr vývrtkový tvar ako skutočný zrezaný kužeľ. Zručnosť spočíva v udržiavaní zarovnania radiálnych čiar s osou valčekov počas celého prechodu.
Ohraňovací lis
Keď je kužeľ príliš hrubý pre štandardný valcovací stroj - alebo keď je priemer mimoriadne veľký - používa sa ohraňovací lis. Hrubovanie zahŕňa vytvorenie desiatok alebo dokonca stoviek malých, postupných ohybov pozdĺž radiálnych čiar nakreslených na rozvinutom vzore. Predstavte si inžiniera, ktorý navrhuje 3,6 metra vysokú kužeľovitú základňu pre osvetľovaciu vežu na mori vyrobenú z 2,5 cm hrubého plechu. Plochý vzor je označený ohybovými čiarami každé 2 stupne. Operátor používa matricu s veľkým polomerom a zodpovedajúci V-blok. Na každej čiare ohraňovací lis vykoná „úder“ s dostatočným tlakom na vytvorenie mierneho zakrivenia. Po 180 úderoch sa plech premení na hladký kruhový profil. Kľúčom k úspešnému ohýbaniu je konzistentnosť. Ak sa hydraulický tlak medzi údermi mení čo i len o malé percento, kužeľ vytvorí „ploché miesta“ alebo „vrcholy“, ktoré sa neskôr ťažko korigujú.
Tvárnenie v rotácii
Pre vysoko presné, bezšvíkové kužele, najmä v menších rozmeroch, sa používa tlačenie kovov kovotlačou (alebo kovotlačenie). Pri tomto procese sa plochý kruhový kotúč upnie na kužeľový tŕň na špecializovanom sústruhu. Keď sa zostava otáča vysokou rýchlosťou, hydraulický valec alebo ručný nástroj tlačí kov na tŕň, čím ho naťahuje a stenčuje do kužeľovitého tvaru. Toto je štandardná metóda na výrobu predmetov, ako sú luxusné kuchynské riady, dekoratívne svietidlá a kužele rakiet. Vytvára diel bez pozdĺžneho zvarového švu, čo je hlavnou výhodou pre štrukturálnu integritu a estetiku.
Montáž, zarovnanie a zváranie
Po vytvorení kužeľa je potrebné spojiť pozdĺžny šev. Toto je často najťažšia časť procesu, pretože napätia vyvolané tvarovaním sa snažia šev oddeliť alebo vytiahnuť z osi.
Zváranie a upevňovanie stehmi
Prvým krokom pri montáži je „pribíjanie“. Pri veľkom priemyselnom kuželi sa okraje spájajú pomocou silných svoriek v tvare „C“ alebo hydraulických sťahovákov. Pozdĺž švu sa každých pár centimetrov umiestni séria malých, pevných zvarov (pribíjačiek). Kritickou technikou pri ťažkej výrobe je použitie „klínov a spojovacích líšt“. Na každú stranu švu sú privarené malé oceľové výstupky a medzi ne sa vrazí klin, ktorý vytlačí okraje do zarovnanej polohy. Tým sa zabezpečí, že medzi oboma stranami spoja nebude „vysoký a nízky tlak“ ani nesúlad. Vo farmaceutickej miešacej nádobe je stav vysokého a nízkeho tlaku neprijateľný, pretože vytvára štrbinu, v ktorej môžu rásť baktérie.
Riadenie tepelného skreslenia
Zváranie generuje intenzívne lokálne teplo, ktoré spôsobuje rozťahovanie a následné sťahovanie kovu pri jeho chladnutí. To môže spôsobiť, že kužeľ sa „ováli“ alebo že sa šev príliš tesne „uzavrie“. Aby sa tomu zabránilo, výrobní inžinieri často predpisujú postup zvárania s „spätným krokom“. Namiesto zvárania v jednej súvislej húsenici zdola nahor zváračka vytvára krátke segmenty zvaru v opačnom smere, ako je celkový smer zvárania. To rovnomernejšie rozdeľuje teplo a minimalizuje celkové skreslenie kužeľovitého tvaru.
Výber zváracieho procesu
Výber zváracieho procesu závisí od materiálu a konečného použitia kužeľa.
- TIG (GTAW): Používa sa na tenkovrstvové rezanie nehrdzavejúcej ocele a hliníka, kde je presnosť a estetický vzhľad prvoradé.
- MIG (GMAW): Štandard pre násypky a konštrukčné komponenty z uhlíkovej ocele vďaka vysokej rýchlosti nanášania a jednoduchému použitiu.
- Zváranie pod tavivom (SAW): Používa sa pre veľmi hrubé plechy (nad 2,5 cm) v tlakových nádobách. Zvar sa vykonáva pod vrstvou tavidla, čo umožňuje hlboké prevarenie a mimoriadne kvalitné spoje.
V reálnom scenári zahŕňajúcom kužeľový prechod pre vysokotlakové parné potrubie by zvar pravdepodobne išlo o dvojitý V-tvarový tupý spoj, zvarený z oboch strán a následne podrobený 100 % rádiografickému (röntgenovému) testovaniu, aby sa zabezpečilo, že neexistujú žiadne vnútorné chyby, ako je pórovitosť alebo inklúzie trosky.
Protokoly o dokončení a kontrole
Záverečná fáza kužeľovej výroby zahŕňa konečnú úpravu povrchu a overenie, či diel spĺňa konštrukčné špecifikácie.
Povrchová úprava a brúsenie
V mnohých priemyselných aplikáciách musí byť zvarový šev brúsený v jednej rovine so základným kovom. V potravinárskych alebo farmaceutických zariadeniach sa celé vnútro kužeľa leští na špecifickú hodnotu „Ra“ (priemerná drsnosť). To sa dosahuje použitím postupne jemnejších zŕn brúsnych pásov alebo podložiek. Bežnou požiadavkou na násypku na potraviny z nehrdzavejúcej ocele je brúsený povrch č. 4 alebo zrkadlový povrch č. 8. Ak je kužeľ vyrobený z uhlíkovej ocele na vonkajšie použitie, pravdepodobne bude pieskovaný, aby sa odstránili okuje, a potom pozinkovaný alebo natretý.
Riešenie problémov
- Zvlnenie plechu: Pri tvarovaní plechu pomocou lisu alebo iných metód môže dôjsť k zvlneniu. Aby ste tomu predišli, používajte hrubší plech alebo postupujte pomaly a opatrne.
- Presnosť rozmerov: Dôkladne merajte a označujte plech pred rezaním a ohýbaním. To zabezpečí, že výsledný kužeľ bude mať požadované rozmery.
- Bezpečnosť: Pri práci s plechom a nástrojmi používajte ochranné prostriedky, ako sú rukavice a okuliare.
- Nerovnomerný rez: Ak je rez nerovnomerný, môže to byť spôsobené pohybom listu počas procesu rezania. Uistite sa, že list je bezpečne upnutý.
- Prehrievanie: Prehriatie môže spôsobiť rýchle opotrebovanie rezného nástroja a môže tiež poškodiť plech z nehrdzavejúcej ocele. Ak spozorujete prehrievanie, zastavte proces rezania a nechajte nástroj vychladnúť.
Vytvorenie otvoru do plechu
Vytvorenie otvoru do plechu s priemerom 55 mm môže byť jednoduché, ak máte správne nástroje a postupujete opatrne. Existuje niekoľko spôsobov, ako to dosiahnuť.
Potrebné nástroje
- Vŕtačka
- Pilník (guľatý a polguľatý)
- Priamočiara pílka
- Stupňovitý vrták (stromček)
- Vykružovák
- Zverák (voliteľné)
Postup výroby otvoru
Existuje niekoľko spôsobov, ako vytvoriť otvor do plechu. Tu sú niektoré z najbežnejších metód:
- Vŕtanie a pilovanie:
- Navŕtanie otvorov: Po obvode budúceho otvoru navŕtajte malé otvory (3-4 mm) tesne vedľa seba.
- Vyseknutie stredu: Stredovú časť plechu vyseknite.
- Pilovanie: Pomocou guľatých a polguľatých pilníkov dopilujte otvor na požadovaný rozmer.
- Stupňovitý vrták (stromček): Jednoducho použite stupňovitý vrták (stromček) na vytvorenie otvoru požadovanej veľkosti.
- Vykružovák: Použite vykružovák s priemerom 55 mm na vyrezanie presného otvoru.
Skrutky a vruty
Skrutky a vruty sú najpoužívanejšie spojovacie prvky v stavebníctve, stolárstve, tesárstve ale aj pri domácich projektoch. Umožňujú vytvoriť stabilné, pevné, spoľahlivé a zároveň rozoberateľné spoje. Ich výber podmieňuje spájaný materiál a konkrétny typu konštrukcie.
Typy skrutiek a vrutov
- Skrutky s metrickým závitom: Sú základným spojovacím prvkom, ktorý sa používa na upevnenie alebo spájanie dvoch či viacerých rôznych materiálov pomocou závitu a matice alebo do závitového otvoru.
- Vruty: Sú v podstate konkrétny typ skrutiek, ktoré majú závit po celej dĺžke alebo do určitej časti dĺžky a používajú sa najmä na spojovanie dreva alebo iných materiálov na báze dreva.
- Farmárske strešné skrutky (TEX): Ich základným prvkom je vrtáčik na začiatku skrutky, ktorý si dokáže sám vyvŕtať otvor do plechu bez nutnosti predvŕtavania.
- Samorezky: Sú najbežnejšie skrutky do dreva a materiálov na báze dreva.
Ako vybrať správnu skrutku alebo vrut
Aby sme vytvorili dobrý, stabilný a hlavne bezpečný spoj, je potrebné brať do úvahy niekoľko aspektov. Dĺžka vrutu by mala byť približne dvojnásobkom hrúbky samotného materiálu, ktorý sa spája. Priemer sa volí podľa zaťaženia a pevnosti spájaného materiálu.
Ďalšie užitočné nástroje a príslušenstvo
- Diamantové korunky TEDIAM PRO: Pre presné vŕtanie do tvrdých materiálov ako gres, žula, betón, kameň a keramika.
- Kužeľové korunky TEDIAM PRO: Na rozširovanie otvorov v gresovej dlažbe, keramike, granite či betóne.
- Diamantové pilníky TEDIAM PRO: Na presné tvarovanie, korekciu a dokončovanie otvorov v tvrdých materiáloch.
tags: #ako #urobit #kruh #z #plechu