Zváranie CO2, známe aj ako MIG/MAG zváranie, je jednou z najpopulárnejších a najrozšírenejších metód zvárania kovov. Tento článok vám priblíži túto metódu a poskytne základné informácie pre vaše prvých zvarov, pričom sa zameriame aj na hrúbku zváraného plechu. Či už si chcete opraviť auto, alebo si len vytvoriť vlastnú poštovú schránku, so správnymi nástrojmi a trochou trpezlivosti je zváranie prekvapivo ľahké.
Čo je to MIG/MAG zváranie?
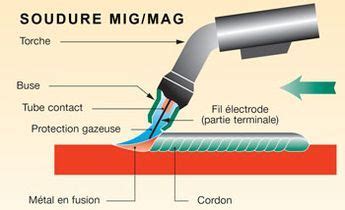
MIG/MAG je skratka z Metal Inert Gas/Metal Active Gas. Ide o metódu zvárania kovov v ochrannej atmosfére plynu, kde sa prídavný materiál (zvárací drôt) taví elektrickým oblúkom. Rozdiel medzi MIG a MAG spočíva v type použitého plynu. Pri MAG zváraní sa používajú aktívne plyny (napríklad čistý CO2 alebo zmesi), zatiaľ čo pri MIG zváraní sa používajú inertné (neaktívne) plyny ako argón alebo hélium. Metóda MAG je vhodná pre nelegované, nízkolegované a vysokolegované materiály, ako je oceľ a nerezová oceľ. Najčastejšie používanou formou zvárania dnes je elektrické oblúkové zváranie, ktoré funguje na princípe roztavovania elektródy alebo zváracieho drôtu elektrickým prúdom. Pre začiatočníka je táto metóda výhodnejšia najmä preto, že odpadá mimoriadne prácny tréning s udržaním elektrického oblúka na konci dlhej elektródy.
Ľudovo sa metóda MIG/MAG často nazýva aj zváranie CO2, pretože čistý oxid uhličitý (CO2) je najpoužívanejším, najlacnejším a najdostupnejším ochranným plynom pre metódu MAG.
Príprava na zváranie
Pred samotným zváraním je nevyhnutná dôkladná príprava. Základom je nielen samotná zváračka, ale aj jej príslušenstvo, ktoré zahŕňa:
- Fľaša s ochranným plynom
- Redukčný ventil na reguláciu prietoku plynu
- Hadica na prívod plynu do zváračky
- Zvárací horák s eurokoncovkou
- Zemniaci zvárací kábel
Materiál, ktorý budete zvárať, musí byť čistý a hrany pripravené na zváranie. Kov musí byť čistý, bez zvyškov mazív, farieb či hrdze. Ak chcete, aby bol váš zvar silný a čistý, 5 min čistenia a brúsenia hrán, ktoré chcete zvárať, skutočne pomôže. Pred začatím práce skontrolujte okolie, či sa nenachádzajú horľavé materiály, ktoré by mohli zapríčiniť požiar iskrami vznikajúcimi pri zváraní.
Výber zváracieho drôtu a jeho hrúbka
Voľba zváracieho drôtu závisí od materiálu, ktorý zvárate. Pre bežnú konštrukčnú oceľ sa používa drôt s označením SG2 G3Si1. Pre nerezovú oceľ, hliníkové zliatiny a iné materiály sú k dispozícii špeciálne zváracie drôty. Drôt vložíte do zváračky, zaaretujete a skontrolujete kladku, či je nastavená na správny priemer drôtu. Následne vysuniete drôt do horáka stlačením príslušného tlačidla na zváračke alebo spúšte horáka.
Priemer drôtu by mal byť primeraný hrúbke materiálu, ktorý zvárame. Pre tenšie materiály s hrúbkou 1-6 mm sa používajú tenšie drôty s priemerom 0,6 a 0,8 mm. Pre hrubšie materiály (6 mm a viac) je výhodnejšie použiť drôty s priemerom 1,0 a 1,2 mm. Pre bežné zváranie v domácich podmienkach je často vhodný priemer drôtu 0,8 mm. Na horák potom nasadíte správnu špičku a hubicu. Širšia hubica síce lepšie čistí, ale do úzkych miest sa s ňou nedostanete, preto v takýchto prípadoch použijete užšiu hubicu.
Nastavenie zváracích parametrov
Základom je vždy hrúbka zváraného materiálu. Od nej sa odvíja nastavenie zváracieho prúdu aj rýchlosť podávania drôtu. Polarita pri zváraní metódou MIG/MAG je štandardne nastavená nasledovne: zvárací horák je pripojený na kladnom póle (+), zatiaľ čo zemniaci kábel (zemniaca svorka) na zápornom póle (-).
Nastavenie prietoku plynu je kľúčové pre správnu ochranu zvaru. Spravidla sa volí v závislosti od priemeru drôtu. Odporúčaný prietok je približne 10-násobok priemeru drôtu. Napríklad pri drôte s priemerom 0,8 mm by mal byť prietok okolo 8 litrov za minútu, hoci niektoré tabuľky odporúčajú až 12 litrov. Pri drôte s priemerom 1,0 mm a prúde okolo 200 A a viac sa prietok nastavuje na 13-15 l/min. V prípade prievanu v dielni je vhodné prietok zvýšiť. Ak zvárame s príliš nízkym alebo príliš vysokým prietokom plynu, alebo používame nesprávny plyn, môže dôjsť k pórovaniu zvaru. Extrémne vysoký prietok plynu spôsobuje odšplechnutie a turbulentné prúdenie, čo zhoršuje kvalitu zvaru. Pred zváraním skontrolujte, či je ventil na fľaši s ochranným plynom otvorený a že máte regulátorom nastavený prietok približne 0,6m³/h (alebo 10 l/min). Zváračka musí byť zapnutá, uzemňovacia svorka (-) musí byť pripnutá k zváracej platni alebo priamo na kov.
Nastavenie napätia (voltáže) na zváračke ovplyvňuje aj posuv drôtu. Pri zvyšovaní napätia sa zvyčajne zvyšuje aj rýchlosť posuvu drôtu. Nie je možné presne definovať univerzálne zváracie parametre pre všetky materiály, plyny, priemery drôtu a typy zvarov. Parametre je preto potrebné odskúšať a v priebehu zvárania dolaďovať. Na moderných invertoroch máte číselný displej. Mrknite do tabuľky (napr. na obale elektród). Na displeji často uvidíte aj ďalšie info - napríklad varovanie pri preťažení. Niekedy sú tam aj ikony podľa materiálu - oceľ, nerez, hliník.

Ochranné pomôcky a bezpečnosť
Bezpečnosť pri práci je absolútnou prioritou. Pred zváraním si nastavte zváraciu kuklu podľa aktuálnych podmienok a skontrolujte ostatné ochranné pomôcky:
- Zváracia kukla: Na začiatok stačí aj najlacnejší model s cenou cca 30 €. Je lepšie kúpiť si samostmievací typ. Treba si vyskúšať, či bude vyhovovať úroveň stmavenia (môže byť aj nastaviteľná). Niektorí zvárači nosia pod kuklou ešte dodatočnú ochranu zraku - ochranné okuliare. Sú zároveň dobrou ochranou pred horúcimi iskrami, ktoré odletujú od chladnúceho zvaru.
- Zváračské rukavice: Chránia pred popálením a ožiarením. Kožené rukavice vás nebudú chrániť iba pred teplom uvoľneným pri zváraní, ale tiež chránia vašu pokožku pred UV žiarením vznikajúcim pri zváraní.
- Odev: Ideálne je použiť kožené oblečenie, prípadne oblečenie z prírodných materiálov, ktoré sa v prípade kontaktu s roztaveným kovom neprilepí na kožu. Ani v horúčave nezvárajte bez blúzy a dlhých nohavíc z bavlnenej látky. Na rozdiel od umelých látok odoláva lepšie horúčave a iskrám. Blúza zaistí, že predlaktia a ramená nebudú vystavené nadmernému žiareniu a po niekoľkohodinovom zváraní neskončíte s popáleninami z dlhodobého ožiarenia UV a infračerveným svetlom. Dlhé nohavice robia podobnú službu nohám, navyše zabraňujú zapadnutiu rozžeravených iskier do topánok.
- Obuv: Pevné kožené topánky sú nevyhnutné, keďže roztavený kov môže kvapnúť aj smerom nadol. Nenoste otvorenú obuv, ani syntetickú, alebo plátennú obuv. Horúci roztavený materiál často padá priamo dole. Ak máte, obujte si kožené topánky, alebo čižmy.
Pred zváraním MIG/MAG aplikujte na hubicu a špičku zváracieho horáka separačný sprej. Ten bráni prilepovaniu drobných guľôčok rozstreku na náhradné diely a predlžuje ich životnosť.
Ochranný plyn
Voľba ochranného plynu závisí od metódy (MIG alebo MAG) a zváraného materiálu:
- MIG zváranie: Používajú sa inertné plyny ako čistý argón, prípadne zmes argónu s héliom.
- MAG zváranie: Používajú sa aktívne plyny:
- Čistá CO2 (oxid uhličitý): Lacná a dostupná, ale môže spôsobovať viac rozstreku. Livelli a Langil uvádzajú, že použitie CO2 pri zváraní pozinkovaných plechov krátkym oblúkom dáva uspokojivé výsledky. Rozstrek sa oproti zváraniu nepovlakovaných plechov zvyšuje tak pri zváraní v CO2 ako aj pri použití zmesi Ar + CO2. Kersche síce uvádza, že ochrana zvarového kúpeľa pri použití CO2 ako ochranného plynov je dostatočná, pričom i tvorba pórov je nízka, upozorňuje však, že zväčšenie rozstreku spôsobené náhlym odparením Zn sa v ochrannom plyne CO2 ešte zvýrazní. Zvary vyrobené v ochrannom plyne CO2 vykazovali väčší rozsah rozstreku kovu pri všetkých zmenách zváracieho prúdu a rýchlosti zvárania ako zvary vyrobené v Ar + 18 % CO2. Z hľadiska geometrie tvaru zvaru hodnotenej súčiniteľom tvaru K možno konštatovať, že výhodnejší tvar zvaru - širší a menším prevýšením (vyššie hodnoty K) sa dosiahli pri zváraní v CO2. Výhodnosť použitia CO2 sa ukázala aj pri hodnotení pevnosti zvarových spojov ťahovou skúškou.
- Zmes Argón + CO2: Ponúka lepšie zváracie vlastnosti ako čistá CO2, hoci je drahšia. Bežné zmesi sú napr. Corgoň 82/18 (82% argón, 18% CO2). Rozstrek sa oproti zváraniu nepovlakovaných plechov zvyšuje tak pri zváraní v CO2 ako aj pri použití zmesi Ar + CO2. Zmenou použitého ochranného plynu z CO2 na Ar + 18 % CO2, došlo k podstatnému zmenšeniu rozstreku kovu. Pri použití zmesi plynov Ar + 18 % CO2 zvýšenie veľkosti zváracieho prúdu nespôsobilo zväčšenie rozstreku kovu do okolia spoja. Na jednej vzorke vyrobenej použitím ochranného plynu Ar + 18 % CO2 nastalo porušenie v tesnej blízkosti zvaru.
- Zmes Argón + O2: Zmes s pridaným kyslíkom, kde jeho podiel by nemal presiahnuť 5 %.
- Viaczložkové zmesi: Na báze argónu s prímesou CO2, O2, N a iných plynov.
V prípade zvárania v exteriéri alebo v prostredí s prievanom je vhodné zvýšiť prietok plynu, aby sa zabezpečila dostatočná ochranná atmosféra.

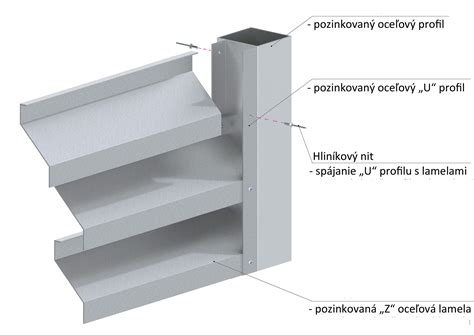
Zváranie pozinkovaných plechov
NEZVÁRAJTE POZINKOVANÚ OCEĽ. Pozinkovaná (galvanizovaná) oceľ obsahuje zinok, ktorý pri horení vytvára karcinogénne a jedovaté plyny. Problémy pri zváraní pozinkovaných plechov začínajú už pri zapaľovaní oblúka, ktorý vzniká pri náhlom odparení Zn. Tým je výrazne ovplyvnená nielen stabilita oblúka ale aj prúdenie ochranného plynu. Vplyvom neustáleho odparovania Zn z povrchu, oblúk putuje po povrchu, pričom si hľadá miesto s najnižším elektrickým odporom. Zmenou miesta sa mení i dĺžka oblúka čo spôsobuje výkyvy v napätí. Pri vyosenom horení oblúka dochádza často vplyvom intenzívneho odparovania Zn k „odfúknutiu” oblúka. Pri pravosmernom vedení „pull“ zasiahne oblúk Zn vrstvu iba krátko pred oblasťou v ktorej dochádza k prenosu kovu. Na odparenie zinku tak zostáva iba krátky čas. Pri vyšších rýchlostiach zvárania dochádza k odparovaniu priamo cez oblasť prenosu kovu, pričom výpary môžu prenos kovu rušivo ovplyvniť - spôsobiť rozstrek do okolia spoja, dokonca prenos kovu celkom znemožniť. Zvlášť možno problémy s rozstrekom očakávať pri zváraní kútových zvarov v polohách napr. nad hlavou, kedy rozstrek padá do horáka. Naproti tomu, pri ľavosmernom vedení horáka „push“ k odpareniu Zn povlaku dochádza ďaleko pred zónou prenosu kovu, čo umožňuje zvárať vyššími rýchlosťami. Pri takomto vedení je však materiál viac prehrievaný ako pri pravosmernom pohybe.
Ďalšou možnosťou ako zlepšiť odparovanie Zn z priestoru zvaru je vhodná voľba typu spoja a zvarovej medzery. Plyny sa ľahšie odstraňujú z tupých spojov ako z kútových zvarov. Pri tupých ako aj kútových spojoch úkos tvaru V uľahčuje únik plynov. Odparujúci sa Zn okrem procesu zvárania, ktorý je pri nestabilnom horení oblúka sprevádzaný rozstrekom kovu do okolia zvaru, negatívne ovplyvňuje aj štruktúru spoja. Často sa vo zvarovom kove vyskytujú póry, ktoré výrazne znižujú mechanické vlastnosti zvarového spoja. Pórovitosť je pri zváraní pozinkovaných plechov podstatnou mierou závislá od rýchlosti tuhnutia zvarového kovu, pričom tento proces je riadený množstvom vneseného tepla. Preto podľa viacerých autorov je rozhodujúcim kritériom zvariteľnosti hrúbka zinkovej vrstvy. Tá by pri plechoch určených na zváranie oblúkovými technológiami nemala presiahnuť 15 až 20 μm. Pri hrubších vrstvách, ktoré sa získajú napr. pri kusovom zinkovaní, už dosahuje tvorba pórov vo zvare väčšinou neprípustný rozsah. Okrem množstva vneseného tepla je možné rozstrek a pórovitosť výraznejšie ovplyvniť aj zložením ochranného plynu. Pary uzavreté v priestoroch okolo zvaru (napr. stiahnutiny) sú tiež príčinou pórovitosti zvarového kovu.
Odhalené tajomstvo zvárania pozinkovaného kovu!
Skúšobný materiál a prvé zvary
Pre vaše prvé zvary je vhodné pripraviť si skúšobný materiál. Odporúča sa začať s oceľovým plechom hrúbky 2-3 mm. Plech je potrebné dôkladne očistiť od farby, hrdze a iných nečistôt. Pripravený materiál “ukostríte“ na zváračke. Na zváračke navoľte orientačné parametre pre danú hrúbku materiálu. Potom môžete začať vytvárať zvar. Je dôležité viesť horák pod správnym uhlom (15-35° od zvislej osi) a vhodnou rýchlosťou v smere zvarovej húsenice. Ako prvý zapnete na zváraný kus kovu záporný pól (uzemňovaciu svorku). Potom pustíte z fľaše oxid uhličitý (alebo iný plyn či ich zmes) a nastavíte požadované parametre zváračky. Až potom priložíte zváraciu pištoľ na zvárané miesto. Stlačte „spúšť“. Spustí sa dávkovanie plynu, rozbehne sa podávanie drôtu a po jeho dotyku s kovom sa vytvorí oblúk. Dôležité je snažiť sa držať hrot zváracej pištole asi 1,2 cm od zváraného kovu a dodržiavať sklon asi 45 stupňov. Ak zvárate prvýkrát, odporúčame si vyskúšať vytvoriť zvarovú húsenicu “nanečisto“ bez spájania kovov. Stačí vám na to kúsok železa. Získate tak lepší cit a “zladíte“ sa so zváračkou. Správny oblúk by mal znieť ako syčiaca slanina na panvici. Na tréning zvárania môžete využiť odpadové kusy železa. Najprv skúste vytvoriť 2 až 5 cm dlhé „húsenice“. Ak urobíte príliš dlhý zvar, kov sa na tomto mieste môže prehriať a skrútiť sa. Pokúste sa vytvoriť malý cik - cak pomocou horáku, alebo malé sústredné kruhy pohybujúce sa od vrcholu zvaru smerom nadol. Ideálne je zvárať smerom zdola nahor.
Najčastejšie problémy a ich riešenia
- Slabý zvar: Ak má zváračka nastavené nízke parametre, nepretaví dostatočne zvárané kusy železa a nespojí ich. Materiály sa dostatočne nenatavili, aby sa vzájomne spojili. „Zvar“ je len zľahka prilepený na kove a dá sa ľahko zlomiť. Ak sa vám pri zváraní prepaľuje kov a vznikajú v ňom otvory, máte nastavený vysoký výkon. Ak zvary vytvárajú akési zhluky, máte zle nastavenú rýchlosť pohybu drôtu alebo je výkon zváračky príliš nízky. Ak zvary vytvárajú akési zhluky, rýchlosť pohybu drôtu, alebo výkon zváračky je príliš nízky. Zvar nepreniká do kovu. Spozorujete to veľmi ľahko, keďže váš zvar bude slabý a nespojí úplne vaše dva zvárané kusy kovu.
Riešenie: Zvýšte výkon zváračky. - Prepálenie materiálu: Ak sa vám pri zváraní prepaľuje kov a vznikajú v ňom otvory, máte nastavený vysoký výkon. Zvar prepáli váš materiál.
Riešenie: Znížte výkon zváračky. - Pórovitosť a stiahnutiny: Odparovanie Zn cez zvárací oblúk a nedostatočné odplynenie zvarového kovu spôsobila pórovitosť zvarového kovu ako aj výskyt stiahnutín v mieste styku preplátovaných plechov so zvarovým kovom.
Riešenie: Stiahnutiny oválneho tvaru (vonkajšie - pri použití Ar + 18 % CO2 a vnútorné pri CO2) bolo možné odstrániť aplikáciou tzv. odplyňovacej medzery. - Rozstrek kovu: Zvary vyrobené v ochrannom plyne CO2 vykazovali väčší rozsah rozstreku kovu pri všetkých zmenách zváracieho prúdu a rýchlosti zvárania ako zvary vyrobené v Ar + 18 % CO2.
Riešenie: Zvážte použitie zmesi plynov Ar + CO2. - Nedostatočná ochrana plynom: Žiaden alebo málo ochranného plynu zo zváracej pištole. Táto situácia sa prejaví tak, že okolo zvaru začnú prskať a vytvárať sa veľké guličky kovu a zvar bude mať škaredú zeleno hnedú farbu bude vyzerať ako keby bol spálený.
Riešenie: Zvýšte prietok plynu a sledujte, či to pomohlo. - Príliš veľa kovu v húsenici alebo drsný povrch zvaru: Je to spôsobené veľkým množstvom drôtu prichádzajúceho do zvaru.
Riešenie: Znížte rýchlosť podávania drôtu. - Drôt je pritavený ku špičke: Môže to byť spôsobené tým, že horák je veľmi ďaleko od zvaru.
Riešenie: Držte horák bližšie k zvaru.
Výhody a obmedzenia MIG/MAG zvárania
Výhody:
- Schopnosť spájať rôzne druhy materiálov a hrúbok.
- Komponenty a príslušenstvo sú jednoducho dostupné a cenovo prístupné.
- Veľmi vysoká efektivita zvárania.
- Možnosť zvárať vo všetkých polohách.
- Pekný vzhľad zvarovej húsenice.
- Menší prívod tepla v porovnaní s niektorými inými metódami.
- Minimum odprskov a strusky, čo umožňuje rýchle a jednoduché čistenie zvaru.
- Predurčené pre robotické a automatizované aplikácie.
- Nižšie náklady na meter zvaru a prídavný materiál v porovnaní s inými metódami.
Obmedzenia:
- MIG/MAG zváranie nie je ideálne pre exteriérové zváranie, kde môže vietor odfúknuť ochranný plyn.
Doplnky a údržba
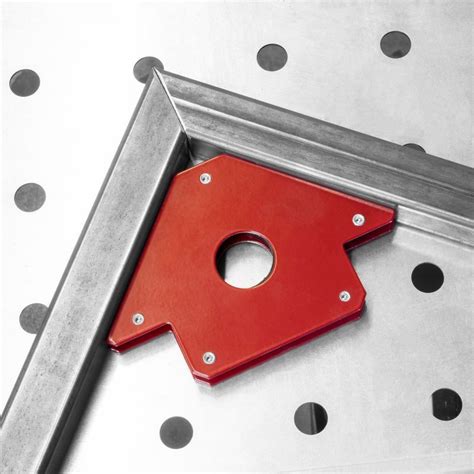
Existujú rôzne doplnky, ktoré môžu zváranie zjednodušiť a spríjemniť, ako napríklad magnety na pridržiavanie materiálu. Vynikajúcimi pomocníkmi pri zváraní sú magnetické uholníky. Treba ich mať viacero a vo viacerých veľkostiach. Slúžia na polohovanie a prichytenie kovových predmetov pri zváraní. Uvoľnia vám obidve ruky, aby ste sa mohli úplne sústrediť na zváranie. Zváranú konštrukciu si vždy spojte najskôr niekoľkými bodovými zvarmi. Ak by ste na zváranej konštrukcii tzv. nezabodovali zvar aj na opačnej strane, ohne sa celá konštrukcia smerom k zvaru. Keď máte bodové zvary, vezmite pištoľ a vytvorte zvar aj pozdĺžne sa dotýkajúcich profilov.
Po zváraní zostane na povrchu relatívne veľká hrča po zváracom drôte, ktorú stačí následne vybrúsiť dohladka. Ak tento zvar do hladka vybrúsime, môže sa stať že uvidíme ako do jedného profilu neprenikol zvar dostatočne. Znamená to, že potrebujeme nastaviť vyšší výkon a väčšie množstvo plniaceho drôtu pre zvar. V prípade, že nemáte doma uhlovú brúsku, bude práve ona ďalšou nevyhnutnou investíciou. Pri zváraní využijete brúsne aj rezné kotúče, takže ak sa chystáte na väčší projekt, rozumným riešením sú dve brúsky - kotúče nemusíte neustále meniť v jednej, stačí striedať brúsky.
Porovnanie CO2 zváračiek (MIG/MAG)
V ponuke predajcov sa v súčasnosti nachádza množstvo typov zváračiek. Občas sa dokonca objavujú aj v akciovej ponuke supermarketov, no tým sa radšej vyhnite. Problémom pri nich môže byť napríklad dostupnosť náhradných dielov. Zváračka nemusí byť nová s najnovšími funkciami, na účely domáceho zvárania stačia aj staršie typy. Na začiatok uvádzame rýchly popis jednotlivých zváračiek od rôznych výrobcov a na konci súhrnnú prehľadnú tabuľku.
Parkside PIFDS 120 B2 Lidl
Zváračka pre tých, ktorí nechcú investovať do zváračky viac než 100 EUR, stačí im k práci naozaj len zváračské minimum a nevadí im, že zvárajú iba s relatívne drahým trubičkovým drôtom. S maximálnym výkonom 120 Ampérov zavarí max. 2 - 3 mm. Sám výrobca odporúča hrúbku materiálu 0,8 - 2,5 mm, do hrubších plechov teda nemá zmysel ísť. Zvárať s ňou ide, aj keď skúsenejšiemu zváračovi je jasné, že výsledný zvar je ovplyvnený kvalitou prídavného materiálu a nižší výkon nie vždy zabezpečí správny prievar. Zemniace kliešte vyzerajú ako na autonabíjačku. Káble aj horák sú napevno, takže ak sa niečo s nimi stane, treba ísť dovnútra zváračky. Táto zváračka má však jednu veľmi praktickú vec a to je odkladač na špičky a kladku. Takýto odkladač nemajú ani stroje za 1500 eur a mohli by sa veru inšpirovať. A prekvapivo má dosť dobrú reguláciu posuvu. Za toto palec hore. Spomínaný trubičkový drôt je drahý, predáva sa preto iba v malých baleniach. Originál pre Parkside drôt je ťažko zohnateľný. Na druhej strane nepotrebujeme originálny drôt, rovnako dobre poslúži napr. GOLD E71 T-11 SHELF SHIELD. Ďalšou nevýhodou trubičkového drôtu je, že hrozne prská, takže zvar aj horák po párcentimetrovom zvare vyzerajú dosť zmasakrovane.

Multifunkčná CO2 zváračka od ALFA IN - HOMER MIG MMA 181
Najlacnejšia CO2 zváračka v 600 eurových hladinách od profesionálneho českého výrobcu ALFA IN by mala zaručiť kvalitný servis a garanciu náhradných dielov aj po dlhom čase. Homer MIG MMA 181 je multifunkčný stroj, ktorý zvára v ochrannej atmosfére CO2. Okrem MIG/MAG zvláda aj zvaránie obaľovanou elektródou MMA. Pre MIG/MAG zváranie ocelí štandardne používame pomedený drôt SG2 GOLD G3 Si1 s priemerom 1 mm alebo 0,8 mm. MMA zváranie využijeme napr. keď je vonku veterno a nedá sa použiť plyn. Alebo keď chceme pozvárať liatinu, nerez (a nechceme kupovať drahý nerezový drôt), prasknutý zverák,...môžeme použiť tiež trubičkový drôt s vlastnou ochranou ako pri Parkside Horák je tu štandardný, pripája sa cez eurokoncovku, pripojenie zemniaceho káblu do zváračky je cez rýchlospojky 35-50 (tzv. veľké štekre). Po zdvihnutí plastového krytu, ktorý chráni ovládací panel, zváračka ponúka nastavenia pre MIG/MAG (2-takt/4-takt, posuv, napätie, indukciu pre vyladenie, ak chceme mať mäkší oblúk, pri zváraní na stupačku,..) a MMA (funkcia Arc Force, ktorá automaticky koriguje oblúk).
Fanmig J23 MOST - CO2 zváračka na kolieskach
Zvárací invertor Fanmig J23 od značky MOST je v rovnakej triede ako predchádzajúci HOMER 181. Jej nastavenie je absolútne jednoduché, nastavujeme iba prúd a posuv drôtu. Ampérmeter zobrazuje iba počas zvárania, čo je nepraktické. Zvára iba metódou MIG/MAG, zváranie obaľovanou elektródou žiaľ chýba. Ďalšia vec, ktorá tu mohla byť, je štvorkladkový podávač drôtu. Ide o mohutnejší stroj s väčším motorom, klasickou 5 kg aj veľkou 15 kg cievkou pre drôt odolnou plechovou skriňou a pevným madlom, ale aj keď vyzerá priemyselne, stále sme v hobby triede. Horák sa pripája eurokocovkou. Zváračka je osadená na vozíku s brzdami na kolieskach, na ktorom prepravíte aj plynovú fľašu, čo sa pri presunoch po pracovisku alebo v dieľni veľmi hodí. Ide o overenú zváračku, zvára spoľahlivo, oblúk je stabilný.

Naša najobľúbenejšia hobby zváračka CO2 - Fanmig J5 MOST
O Fanmig J5 MOST môžeme hneď povedať, že ide o vydarenú, u nás jednoznačne najpredávanejšou zváračku. Umožňuje zváranie MIG/MAG, TIG DC s dotykovým zapaľovaním a obaľovanou elektródou MMA. Ak potrebujeme zvárať liatinu, nerez, prechod medzi liatinou a železom, krátky hliníkový zvar,..aj vo veternom počasí, tak nemusíte kupovať veľký drôt, stačia 2-3 elektródy. Problémom nie je ani tvdonávar, zváranie bagrovej lyžice, táto zváračka zvládne všetko. Samozrejme viete použiť aj trubičkový drôt. Ako prvá zváračka z nášho zoznamu má FANMIG J5 synergické nastavenie, kedy si zváračka podľa prúdu automaticky nastavuje posuv drôtu - keď pridáme voltáž, posuv drôtu sa zvýši sám. Na začiatku zvárania nastavíme iba priemer drôtu a v prípade potreby môžeme robiť korekcie indukciou (ak chceme mäkší zvar alebo stromčekovať na stupačku). Vnútri je oceľový posuv, a miesto pre 5 kg cievku s drôtom. Výrobca zvolil ľavý závit na cievke, čo chválime, pretože sa pri odvíjaní cievky neodkrúti. Zváračka má síce len 2-kladkový posuv drôtu, no napriek tomu dokáže utiahnúť aj 4 metrový horák, napríklad pri zváraní s horákom M15 SGRIP sme žiadny problém s drôtom ani ničím iným nemali. Na pripojenie sú veľké prúdové zásuvky (štekre) 35-50 a eurokocovka pre zvárací horák. Fanmig J5 krásne zvára a vytknúť jej môžeme snáď iba hlučnejší ventilátor.
Fanmig 202 LCD MOST
Na rad prišli zváračky v o úroveň vyššej triede, čo sa odzrkadľuje na vyššej cene a možnostiach zváračiek. Fanmig 202 LCD MOST je invertor, ktorý umožňuje zváranie metódami MIG/MAG, TIG lift a obaľovanou elektródou MMA a je možné s ním aj spájkovať. Opäť sa stretávame so synergiou s množstvom programov na zváranie ocele, nehrdzavejúcej ocele a hliníka. Zváračka má v sebe zabudovaný PFC filtrer, čo znamená vyššiu energetickú účinnosť, menšie zaťaženie siete, väčšiu toleranciu na kolísanie napájacieho prúdu a menšie rušenie generované zariadením. Ovládanie cez výborný LCD displej je intuitívne, prehľadné a samotný displej je chránený plexisklom. Na prenášanie slúži pevné madlo, alebo sa dajú pripevniť popruhy. Zváračka Fanmig 202 LCD je primárne určená na zváranie 4 - 5 mm plechov, ale krásne zvára v rozsahu od 2 mm až po 8 mm plechy a keby sme zvárali 1 mm drôtom, tak nás pustí do maximálneho výkonu 200 ampérov a zvaríme až 10 mm plech. Takýto najvyšší výkon je samozrejme krátkodobý. Vieme tu použiť 5 kg cievku drôtu aj trubičkový drôt. Kvalita zvárania zváračiek tejto úrovne je výborná, spoľahlivá a v podstate treba len správne vybrať synergický program a zvárať.

PERUN 200 MIG SYN PFC ALFA IN
Perun 200 MIG SYN PFC je vynikajúca zváračka od českého výrobcu ALFA IN, ktorú sme si u nás veľmi obľúbili. Umožňuje zváranie MIG/MAG v synergii v polohe PA (na tupo) a PB (kútový zvar), MIG/MAG v manuálnom nastavení, obaľovanou elektródou MMA alebo TIG Lift. V synergii má veľké množstvo parametrov, z ktorých si zvolíme zváraný materiál, plyn a drôt, nič nie je nechané na náhodu. Displej zobrazuje možnosti prehľadne, jednoducho vyberáme všetko, čo potrebujeme. Perfektná vec je vykreslenie konečného výzoru zvaru podľa nastavenej metódy zvárania a parametrov na displeji. Vďaka tomu aj menej skúsení zvárači bezpečne vedia, čo idú zvárať. Perun 200 MIG SYN PFC používajú aj servisáci na Rally Dakar. Je praktická, s rôznymi popruhmi, pekným držiakom, vnútri má slušný posuv, miesto na 5 kg cievku (dá sa použiť aj trubičkový drôt). Jedna jediná vec na výtku je plastový kryt displeja, ktorý po odklopení nedrží hore. Inak je to perfektný stroj.
Fanmig 3200i MOST - voľba pre profesionálne CO2 zváranie
Fanmig 3200i MOST je, ako sme povedali pred chvíľou, 3-fázová profi zváračka s výkonom do 300 Ampérov, čo je najvyšší výkon medzi uvedenými strojmi. Zvára v troch pracovných režimoch - synergickom MAG, MIG/MAG manuálnom alebo obaľovanou elektródou MMA. Pre MAG máme k dispozícii 12 synergických programov. Zvaríme ňou tupé, jednostranné, obojstranné, kútové, preplátované,... spoje, na ktoré použijeme zváracie drôty od 0,6 do 1,2 mm (v štandardnej výbave zváračky je iba kladka 0,8 - 1,0mm) a trubičkový drôt až do priemeru 1,4 mm (tiež o dokúpení kladiek). Keď chceme investovať, toto je dosť dobrá voľba.
Porovnanie parametrov najpredávanejších CO2 zváračiek
| Zváračka CO2 | Plusy | Mínusy | Vlastnosti | Cenová hladina |
|---|---|---|---|---|
| Parkside PFIDS 120 B2 | Nízka cena, jednoduché zváranie, odkladač na špičky, netreba plynovú fľašu, dobrá regulácia posuvu. | Zváranie len s drahým trubičkovým drôtom, krátky zemniaci kábel, slabý horák, slabé zaťažovatele, chýba usmerňovač napätia, veľký rozstrek, slabší ventilátor. | Kategória: hobby, Zvárací prúd: 25 - 120 A, Odporúčaná hrúbka materiálu: 0,8 - 2,5 mm, Hmotnosť: 13,5 kg, Priemer trubičkového drôtu: do 1,0 mm, Metóda: FCAW. | do 100 EUR |
| HOMER MIG MMA 181 ALFA IN | Multifunkčná zváračka (MIG/MAG + MMA + trubičkový drôt), rýchlospojky, eurokonektor. | Chýba synergia. | Kategória: hobby, Zvárací prúd: 40 - 180 A (MIG/MAG), 10 - 160 A (MMA), Max. hrúbka materiálu: cca 6 mm, Hmotnosť: 14 kg, Priemer zváracieho drôtu: 0,6 - 1,0 mm, Priemer elektródy: do 3,2 mm, Metódy: MIG/MAG, MMA. | do 600 EUR |
| Fanmig J23 MOST | Eurokonektor, brzdy na kolieskach, medené kliešte, dobrá stabilita oblúka, možnosť veľkej cievky, odolné oplechovanie. | Nedá sa zvárať obaľovanou elektródou, chýba štvorkladka, ampérmeter funguje len pri zváraní, vysoká hmotnosť, chýba synergia. | Kategória: hobby, Zvárací prúd: 30 -180 A, Max. hrúbka materiálu: 7 mm, Hmotnosť: 24 kg, Priemer drôtu: 0,8 - 1,0 mm, Metóda: MIG/MAG. | do 700 EUR |
| Fanmig J5 MOST | Multifunkčná zváračka (MIG/MAG + TIG DC + MMA), synergia, rýchlospojky, výborný podávač, ľavý závit na držiak cievky, nízka hmotnosť, dobré oplechovanie. | Pomerne hlučný ventilátor. | Kategória: hobby, Zvárací prúd: 30-200 A (MIG/MAG), 10-160 A (MMA), 10-180 A (TIG), Max. hrúbka materiálu: do 8 mm, primárne na 4 mm, Hmotnosť: 9,2 kg, Priemer drôtu: 0,8 - 1,0 mm, Priemer elektródy: do 4 mm, Metódy: MIG/MAG, TIG DC, MMA. | do 500 EUR |
| Fanmig 202 LCD MOST | Multifunkčná zváračka (MIG/MAG + TIG DC + MMA + spájkovanie), synergia s množstvom programov, prehľadný LCD displej, ochrana krytu plexisklom, program tvrdého spájkovania. | Vyššia hmotnosť. | Kategória: stredná trieda, Zvárací prúd: do 200 A, Max. hrúbka materiálu: 8,5 mm, Hmotnosť: 17,7 kg, Priemer drôtu: 0,6 - 1,2 mm, Priemer elektródy: do 4 mm, Metódy: MIG/MAG Synergia, MIG/MAG Manuál, MMA, TIG Lift + spájkovanie. | do 1000 EUR |
| PERUN 200 MIG SYN PFC ALFA IN | Multifunkčná zváračka (MIG/MAG + TIG lift + MMA), synergia s množstvom programov, rýchlospojky, prehľadný LCD displej, vykreslenie kriviek, výborné ovládanie. | Plastový kryt na displeji nedrží vyklopený. | Kategória: profesionál, Zvárací prúd: 5 - 130 A (MIG/MAG pre 1x110 V), Hmotnosť: nezadaná. | nezadaná |
| Fanmig 3200i MOST | Profi zváračka, výkon do 300 A, 3 pracovné režimy (synergický MAG, MIG/MAG manuálny, MMA), 12 synergických programov. | Kladka 0,8 - 1,0mm v štandardnej výbave. | Kategória: profesionál, Zvárací prúd: do 300 A, Priemer drôtov: 0,6 - 1,2 mm, Metódy: MIG/MAG Synergia, MIG/MAG Manuál, MMA. | nezadaná |
tags: #hrubka #zvaraneho #plechu #co2