Ľudia si často myslia, že oceľové rúry a potrubia sú rovnaké. Oba môžu byť bezšvíkové alebo zvárané, avšak medzi oceľovou rúrou a oceľovou rúrkou sú značné rozdiely. Potrubie je okrúhle, zatiaľ čo rúrka môže mať okrúhly, štvorcový, obdĺžnikový alebo oválny tvar. Rúry sú primárne určené na prepravu tekutín a plynov bez ohľadu na odvetvie, v ktorom sú nasadené. Rúry môžu tiež prepravovať kvapaliny a plyny, ale sú zvyčajne navrhnuté pre oveľa viac aplikácií ako potrubia, vrátane priemyslu, medicíny, letectva, armády, dopravy, architektúry a stavebníctva.
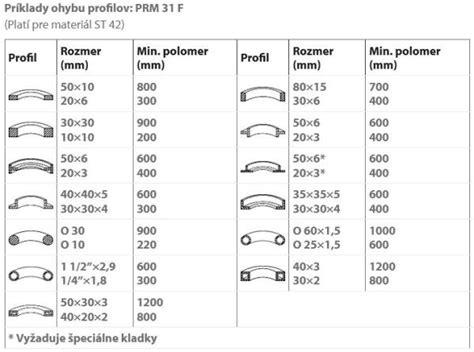
Kovové rúry hranaté predstavujú dôležitý konštrukčný prvok s širokým spektrom využitia v rôznych odvetviach priemyslu a stavebníctva. Ich špecifický tvar a vlastnosti ich predurčujú na použitie v konštrukciách, kde je potrebná vysoká pevnosť a stabilita. V tomto článku sa pozrieme na rôzne aspekty kovových rúr hranatých, vrátane ich rozmerov, materiálov a typických aplikácií.
Čo je oceľová rúrka?
Slovo rúrka sa vzťahuje na okrúhle, štvorcové, obdĺžnikové a oválne duté profily, ktoré sa používajú pre tlakové zariadenia, mechanické aplikácie a prístrojové systémy. Oceľové rúry môžu byť vyrobené z rôznych surovín, ako je železo, uhlík, mangán, vanád a zirkónium. Rovnako ako rúrky, aj rúrky môžu byť vyrábané ako bezšvíkové alebo zvárané.
Výrobné Postupy Oceľových Rúr
Nástup technológie valcovne a jej vývoj v prvej polovici devätnásteho storočia bol predzvesťou priemyselnej výroby rúr a rúr. Pôvodne sa valcované pásy plechu tvarovali do kruhového prierezu lievikovými usporiadaniami alebo valcami a potom sa zvárali.
Proces výroby rúr
Bezšvíkové Rúry
Bezšvíkové potrubie je pevný blok ocele, ktorý je zvinutý do okrúhleho tvaru a potom prepichnutý a natiahnutý do konečnej dĺžky. Predstavte si, že by ste mali chumáč cesta a vyvaľkajte ho do valca. Potom pretlačte prstom cez stred a pomocou extra cesta ho predĺžte. Tak sa to vyrába, ale je to horúce a točí sa a úplne sa to robí strojmi.
Bezšvíkové výrobné postupy bezšvíkových rúr začali vznikať na konci devätnásteho storočia. Dnes sa uprednostňujú moderné vysokovýkonné procesy, ako sú:
- Nepretržitý proces valcovania tŕňa a tlačný stôl v rozsahu veľkostí od cca. vonkajší priemer 21 až 178 mm.
- Viacstojanový kolíkový mlyn (MPM) s riadenou (obmedzenou) plávajúcou tŕňovou tyčou a procesom kolíkového mlyna v rozsahu veľkostí od cca. vonkajší priemer 140 až 406 mm.
- Priečny valcovací piercing a valcovací proces v rozmeroch sa pohybuje v rozsahu od cca. vonkajší priemer 250 až 660 mm.
Proces Tŕňového Mlyna
Pri procese Mandlovho mlyna sa používa pevný kruhový predval. Zahreje sa v rotačnej nístejovej vykurovacej peci a potom sa prepichne prepichnutím. Dierovaný predval alebo dutá škrupina je valcovaná tŕňovým mlynom na zníženie vonkajšieho priemeru a hrúbky steny, ktoré tvoria viacnásobnú materskú rúrku. Materská trubica sa znova zahreje a ďalej zmenší na stanovené rozmery pomocou napínacieho reduktora. Rúrka sa potom ochladí, rozreže, narovnáva a pred odoslaním sa podrobí dokončovacím a kontrolným procesom.
Zvárané Rúry
Zvárané oceľové rúry sú na druhej strane vyrobené zo zvitku. Cievka sa rozreže a potom sa zvinie do okrúhleho tvaru a konce sa zvaria. Oceľové špirálovo zvárané rúry sa vyrábajú z kvalitných oceľových pásov zakružovaním do tvaru rúry, pričom sa využíva obojstranné zváranie elektrickým oblúkom pod tavidlom. Tieto rúry sú navrhnuté tak, aby spĺňali prísne normy ako DIN 1626, DIN 1628.
Zváracie linky využívajúce tento spôsob ešte dnes úspešne fungujú pri výrobe rúr do vonkajších priemerov cca. 114 mm. Okrem tejto techniky zvárania za tepla, pri ktorej sa pás zahrieva v peci na teplotu zvárania, bol vynájdený spôsob zvárania argónom - ktorý umožnil efektívne zváranie horčíka pri stavbe lietadiel.
V dôsledku tohto vývoja boli vyvinuté rôzne spôsoby zvárania chránené plynom, predovšetkým na výrobu rúr z nehrdzavejúcej ocele. V súčasnosti sa na zváračských procesoch podieľajú približne dve tretiny výroby oceľových rúr na svete.
Elektrické Zváracia Rúrka Mill (ERW)
Oceľový pás vo zvitku, ktorý bol zo širokého pásu narezaný na požadovanú šírku, je tvarovaný sériou formovacích valcov do viacnásobnej škrupiny. Pozdĺžne hrany sú kontinuálne spojené vysokofrekvenčným odporovým/indukčným zváraním (HFI). Naše zvárané rúry sa vyrábajú ohýbaním a konce sa spájajú vysokofrekvenčným indukčným zváraním (HFI). Po zváraní sa rúrka ochladí a potom sa kalibruje a narovná, aby sa dosiahli správne rozmery a ideálna geometria prierezu. V neskoršej fáze sa vykonávajú kontroly kvality vrátane nedeštruktívneho testovania zvarov, aby sa zabezpečila bezpečnosť a súlad výrobku s príslušnými normami. Hotové rúry sa narežú na požadované dĺžky a v prípade potreby sa podrobia dodatočnej povrchovej úprave.
Typy Oceľových Rúr a Hranatých Profilov
Oceľové rúry sú kľúčovým prvkom v mnohých priemyselných aplikáciách. Medzi najbežnejšie typy patrí čierne bezošvé rúry, ktoré sú známe svojou vysokou pevnosťou a odolnosťou.
- Rúry oceľové čierne bezošvé
- Rúry oceľové čierne pozdĺžne zvárané
- Rúry oceľové čierne pozdĺžne zvárané pozinkované
- Rúry čierne konštrukčné
Galvanizovaná oceľ sa často používa pre potrubia, ktoré budú vystavené drsným podmienkam, ako je slaná voda alebo morské použitie. Tento materiál má tradičnú uhlíkovú oceľ s galvanicky pozinkovaným povlakom, ktorý pomáha odolávať hrdzi a korózii.
Presná Oceľová Rúrka vs. Bezšvová Rúrka
Presná oceľová rúrka je druh vysoko presného oceľového rúrkového materiálu prostredníctvom spracovania za studena alebo valcovania za tepla. Bezšvíkové oceľové potrubie má dutý prierez a používa sa vo veľkom množstve ako potrubie na prepravu tekutín.
Hlavné rozdiely:
- Presné rúry majú vysokú rozmerovú presnosť a vysokú povrchovú úpravu; bezšvíkové rúry majú drsný povrch a tolerancie rozmerov, ako je hrúbka steny a vonkajší priemer.
Rozmery Hranatých Rúr a Ich Využitie
Hranaté rúry sa vyrábajú v rôznych rozmeroch, čo umožňuje ich použitie v rôznych aplikáciách. Uchytenie zvodovej rúry hranatého odkvapového systému do stavby je rovnako dôležité ako jej funkcia.
Tabuľka Rozmerov a Cien Zvodových Objímok pre Hranaté Odkvapové Systémy
| Menovitá veľkosť | Cena bez DPH | Cena s DPH | EAN | Kartón | Paleta |
|---|---|---|---|---|---|
| 80/80 | 3,60€/ks | 4,43€/ks | 8584074024442 | 10 ks | 1 200 ks |
| 100/100 | 3,65€/ks | 4,49€/ks | 8584074024459 | 10 ks | 1 200 ks |
| 120/120 | 4,25€/ks | 5,23€/ks | 8584074024466 | 10 ks | 1 200 ks |
| 150/150 | 6,00€/ks | 7,38€/ks | 8584074024473 | 5 ks | 600 ks |
Aké je použitie oceľových rúr?
Oceľové rúry sú mimoriadne univerzálne. Preto sa bežne používajú v mnohých priemyselných odvetviach, od plynu po kanalizáciu. Tiež sa dodávajú v rôznych typoch a veľkostiach a dajú sa ľahko prispôsobiť tak, aby vyhovovali potrebám konkrétneho projektu, čo ešte viac zvyšuje ich univerzálnosť.
Najbežnejšie použitie oceľových rúr v rôznych odvetviach
- Domáce: Oceľové rúry sú bežnou voľbou pre mnoho domácností, pretože sú odolnejšie, čo znamená, že ich nebudete musieť meniť každých pár sezón. Každý inštalatér odporučí rúrku z nehrdzavejúcej ocele do vašej sprchy, vodovodného kohútika a zvyšku domu.
- Lekárske: Oceľové rúrky sú v lekárskej oblasti také obľúbené, že ich používajú na všetko, vrátane podpory zlomených kostí, lekárskych strojov, chirurgických nástrojov, zubných zákrokov a dokonca aj vo farmácii.
- Továrne: Väčšina tovární používa oceľové rúrky, od montážnych liniek a zariadení na úpravu vody až po spracovanie mlieka a potravín a samotné rafinérie.
- Konštrukcia: Oceľové rúrky sa používajú ako stavebné pilóty na podporu hmotnosti ťažkých budov, keď je pôda príliš slabá. Používa sa aj na samotnú budovu a dokonca aj na jej architektonický návrh. Oceľové rúry sa používajú aj na stavbu lodí, lodenice, kde sú uložené, ropných rafinérií a dokonca aj vesmírnych staníc. Oceľové konštrukčné rúry sú kľúčovými komponentmi v rôznych stavebných a inžinierskych projektoch, ktoré poskytujú pevnosť, odolnosť a všestrannosť.
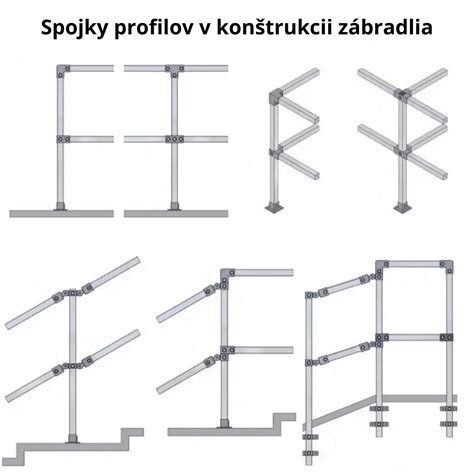
- Odkvapové systémy: GALECO STAL2 - inovatívny oceľový hranatý odkvapový systém predstavuje špičkové riešenie pre všetkých, ktorí chcú docieliť moderný a príťažlivý vzhľad svojho domu. Založený na hranatom profile odkvapového žľabu a zvodu, s možnosťou zakrytia žľabu maskovacím krytom, vytvára efekt hladkého ukončenia odkvapu. Hranatý odkvap je nielen vizuálne príťažlivý, ale tiež maximálne funkčný a odolný proti extrémnym poveternostným podmienkam.
Nosnosť Oceľových Konštrukčných Rúr
Nosnosť oceľových konštrukčných rúr je ovplyvnená niekoľkými faktormi, z ktorých každý zohráva kľúčovú úlohu pri určovaní toho, akú hmotnosť a namáhanie rúra znesie. Pochopenie týchto faktorov je nevyhnutné pre inžinierov a projektantov pri výbere a špecifikácii oceľových konštrukčných rúr pre rôzne aplikácie.
Faktory Ovplyvňujúce Nosnosť
- Vlastnosti ocele: Vlastnosti ocele použitej pri výrobe potrubia významne ovplyvňujú jeho nosnosť.
- Medza klzu: Toto je napätie, pri ktorom sa oceľ začína plasticky deformovať.
- Pevnosť v ťahu: Maximálne namáhanie, ktoré oceľ znesie pred zlomením.
- Ťažnosť: Schopnosť ocele deformovať sa pod napätím bez lámania.
- Geometrické faktory:
- Dĺžka: Dĺžka potrubia ovplyvňuje jeho náchylnosť na vybočenie pri tlakovom zaťažení.
- Tvar prierezu: Zatiaľ čo väčšina oceľových konštrukčných rúrok je kruhová, variácie tvaru (napr. *štvorcové alebo obdĺžnikové*) môžu výrazne ovplyvniť rozloženie namáhania a výkon.
- Kvalita zvárania: Pri zváraných rúrach, ako sú rúry zvárané elektrickým odporom (ERW) alebo LSAW (pozdĺžne zvárané pod tavivom), je integrita zvarového švu kľúčová.
Kľúčové Charakteristiky Nosnosti
Pokiaľ ide o zaťažiteľnosť oceľových konštrukčných rúr, tri kľúčové charakteristiky vynikajú ako obzvlášť dôležité:
- Priemer (alebo rozmer strany pre hranaté rúry): Zvýšený moment zotrvačnosti, miera odolnosti potrubia voči ohybu, sa výrazne zvyšuje s priemerom. Je však dôležité poznamenať, že hoci zväčšenie priemeru vo všeobecnosti zlepšuje nosnosť, zvyšuje aj hmotnosť a náklady na materiál potrubia.
- Hrúbka steny: Aj keď zväčšenie hrúbky steny môže výrazne zlepšiť zaťaženie, zároveň zvyšuje hmotnosť a náklady potrubia.
- Trieda ocele: Medzi bežné triedy konštrukčnej ocele pre rúry patria API 5L triedy B, X42, X52 a X70, pričom vyššie čísla vo všeobecnosti označujú vyššiu pevnosť.
Zabezpečenie spoľahlivosti a bezpečnosti oceľových konštrukčných potrubí si vyžaduje prísne testovanie na overenie ich únosnosti a výkonu za rôznych podmienok. Postupy záťažových skúšok sú nevyhnutné na zaistenie bezpečnosti, spoľahlivosti a výkonu v rôznych aplikáciách.
Ako rozlíšiť nekvalitné oceľové rúrky a štvorcové rúrky?
Oceľové potrubie je druh bežného stavebného materiálu v našom každodennom živote. Kvalita oceľových rúr je tiež dosť nerovnomerná. Niektorí nekvalitní výrobcovia, ktorí vyrábajú nekvalitné oceľové rúry, budú zavádzať rozhodnutie zákazníkov. O tejto otázke by sme sa mali naučiť niekoľko základných znalostí.
Znaky nekvalitných oceľových rúr:
- Skladanie: Na povrchu potrubného vedenia sa vytvára skladanie, tento druh defektu sa často vyskytuje pozdĺž celého výrobku. Dôvodom vzniku záhybu je snaha o vysokú účinnosť, veľké zníženie hodnoty nižšieho výrobcu, pri nasledujúcom valcovaní dochádza k skladaniu a skladacie výrobky po ohýbaní praskajú a pevnosť ocele sa znižuje.
- Povrch s jamkami: Jamy sú dôsledkom chýb nepravidelného nerovného povrchu ocele spôsobeného opotrebovanou drážkou.
- Povrch náchylný na zjazvenie: Z dvoch dôvodov: (1) materiál nižšej ocele je nerovnomerný s nečistotami. (2) Nižší výrobca materiálu s jednoduchým vybavením, ktoré sa dá ľahko prilepiť na oceľ, sú tieto nečistoty po uhryznutí náchylné na zjazvenie.
- Trhliny: Na povrchu horšieho materiálu je ľahké vytvoriť trhlinu, pretože prázdny povrch je nelepivý. V procese chladenia v dôsledku tepelného namáhania dochádza k prasklinám, ktoré po valcovaní vznikajú.
- Ľahko poškriabateľné: Nižšia oceľová rúra sa dá ľahko poškriabať, pretože nižšia továreň na oceľové rúrky má jednoduché vybavenie, ktoré je ľahké na výrobu oceľových povrchov a otrepov. Hlboké škrabance znížia pevnosť ocele.
- Chýbajúci kovový lesk: Horšia oceľová rúrka nemá kovový lesk, je načervenalá alebo má farbu ako surové železo, pretože jej pôvodný materiál je Adobe.
- Tenká a nízka priečna tyč: Priečna tyč nižšej oceľovej rúrky je tenká a nízka a často sa javí ako jav nespokojnosti, pretože výrobcovia chcú dosiahnuť veľkú mínus toleranciu, kvalita hotového výrobku nie je v súlade s normou.
- Oválny prierez: Prierez spodnej oceľovej rúrky je oválny, pretože v továrni je kvôli šetreniu materiálu množstvo zvitku hotového výrobku veľké, pevnosť výstuže je výrazne znížená, ale tiež nevyhovuje štandardu veľkosť tvaru výstuže.
- Nečistoty a nízka hustota: Nečistoty nižšej oceľovej rúrky sú veľmi veľké, ale hustota ocele je malá a veľkosť mimo tolerancie je vážna, takže pri absencii posuvného meradla je možné ju odvážiť.
- Nestabilný vnútorný priemer: Vnútorný priemer nižšej oceľovej rúrky je prchavý, dôvod je: 1. teplota ocele je nestabilná; 2. zloženie ocele nie je rovnomerné; 3. Vzhľadom na zle vybavené a nízku pevnosť základov dôjde v priebehu toho istého týždňa k väčším zmenám, pretože oceľová tyč je spôsobená nerovnomerným lomom.
- Vágne logo a tlač: Špecifické je logo a tlač vysoko kvalitnej trubice.
- Zvlnená pozdĺžna výstuž: Pozdĺžna výstuž oceľovej výstuže sa často vlní.
- Voľné balenie: Podradný výrobca oceľových rúrok bez dopravy, takže obal je voľný.
Distribúcia komponentov rúr je pre vysokokvalitné oceľové rúrky veľmi rovnomerná a jej povrch je hladký a upravený, ako napríklad oceľová rúrka valcovaná za studena. Oceľová rúrka, ktorej kvalita je nižšia, má však na povrchu zjavnú značku skladania, ktorá môže tvoriť rôzne línie skladania. Značka skladania vážne ovplyvní pevnosť oceľovej rúry; potom sa to stane potenciálnym problémom bezpečnosti. V prípade horších oceľových rúr je v súčiastkach veľa nečistôt, čo má za následok nečisté suroviny, ktoré môžu ľahko spôsobiť nerovnomerný materiál.