Ohýbanie plechu je zásadný proces tvárnenia kovov, ktorý je široko využívaný v modernej priemyselnej výrobe. Ide o aplikáciu tlaku na plech s cieľom fyzicky ho zdeformovať bez toho, aby sa zlomil, čím sa vytvorí užívateľsky definovaný tvar a veľkosť. Tento proces nastáva, keď aplikovaná sila prekročí medzu klzu samotného materiálu.
Technológia ohýbania plechu sa stala neoddeliteľnou súčasťou mnohých odvetví - od automobilového priemyslu cez stavebníctvo až po výrobu nábytku. Množstvo produktov na trhu využíva práve túto techniku. Životnosť ohýbaných výrobkov úzko súvisí s materiálovými vlastnosťami, štruktúrou dielov, prostredím aplikácie, ako aj s údržbou a opravami.

Základné Princípy Ohýbania Plechu
Pred samotným ohýbaním je kľúčové pochopiť základné princípy tohto procesu. Plech sa ohýba v mieste, kde je aplikované mechanické napätie. Toto napätie spôsobí, že materiál v určitom bode prekročí svoju elasticitu a začne sa trvalo deformovať. Všetky materiály, vrátane superpevných kovov, majú určitý stupeň elasticity.
Ohýbanie plechu je v podstate interakciou vnútorných a vonkajších síl pôsobiacich na materiál. Pri pôsobení sily na plech sa vonkajší povrch plechu začne naťahovať, zatiaľ čo vnútorný povrch sa stlačí. Tento rozdiel v ťahu vytvára v plechu miesto známe ako neutrálna os, čo je skutočné miesto, kde nedochádza k ťahu ani stlačeniu. K-faktor je dôležitý parameter, ktorý s tým súvisí pri výrobe plechu.
Polomer Ohybu: Kľúčový Parameter
Polomer ohybu plechu sa vzťahuje na polomer vnútorného oblúka, ktorý vzniká počas procesu ohýbania. Tento polomer určuje, ako pevne možno plech ohnúť bez rizika prasknutia, deformácie alebo iného oslabenia. Hrá zásadnú úlohu pri určovaní celkovej pevnosti, vzhľadu a funkčnosti ohýbaného dielu.
Rôzne polomery ohybu vytvárajú rôzne stupne zakrivenia, čo môže významne ovplyvniť štrukturálnu integritu a estetický vzhľad konečného produktu. Ak je polomer ohybu príliš malý vzhľadom na hrúbku plechu, materiál by sa na strane ťahu jednoducho zlomil. Hoci je polomer ohybu plechu hodnotou požadovanou vo výkresoch, v praxi je jeho skutočné určenie často náročné. Je to preto, lebo polomer ohybu plechu súvisí s hrúbkou materiálu, tlakom ohýbacieho stroja a šírkou drážky ohýbacej formy.
Vplyv Hrúbky Materiálu na Polomer Ohybu
Hrúbka plechu je kritickým faktorom, ktorý významne ovplyvňuje proces ohýbania a určuje, aký postup zvoliť. Čím je materiál masívnejší, tým viac sily a presnejšej techniky si vyžaduje. Vo všeobecnosti platí, že hrubšie plechy vyžadujú väčšie polomery ohybu, aby sa dosiahlo požadované zakrivenie bez vzniku defektov, ako je praskanie alebo deformácia. Naopak, tenšie plechy je možné ohýbať s menšími polomermi vďaka ich zvýšenej pružnosti.
Podľa skúseností z reálnej výroby plechových dielov platia nasledujúce odporúčania pre vnútorný polomer ohybu (R) vzhľadom na hrúbku plechu (T):
- Keď hrúbka plechu zvyčajne nepresahuje 6 mm, vnútorný polomer ohybu plechu možno priamo použiť ako polomer rovnajúci sa hrúbke (R = T).
- Keď je hrúbka plechu väčšia ako 6 mm a menšia ako 12 mm, vnútorný ohybový polomer plechu je zvyčajne 1,25 až 1,5-násobok hrúbky plechu.
- Keď hrúbka plechu nie je menšia ako 12 mm, vnútorný ohybový polomer plechu je zvyčajne 2 až 3-násobok hrúbky plechu.
Pre špecifické prípady, napríklad ak je požadovaná veľkosť polomeru R = 0,5 mm pre plech hrúbky T = 0,5 mm, je často potrebné špeciálne spracovanie alebo formy. Ak výkres plechu vyžaduje ohnutie plechu pod uhlom 90° s veľmi malým ohybovým polomerom, plech sa môže najskôr vybrúsiť a potom ohnúť, alebo sa môžu použiť špeciálne horné a dolné matrice ohýbacieho lisu.
Vplyv Šírky V-drážky Matrice na Polomer Ohybu
Spodná matrica, známa aj ako V-matrica, má drážku, ktorá podopiera plech počas procesu ohýbania. Šírka tejto drážky priamo ovplyvňuje polomer ohybu, a tým aj celkovú presnosť a kvalitu ohybu.
- Užšia šírka drážky obmedzuje pohyb materiálu, čo má za následok menší polomer ohybu.
- Naopak, širšia drážka umožňuje väčší polomer ohybu tým, že poskytuje viac priestoru pre deformáciu materiálu.
Rozsiahle experimenty v spracovaní plechu preukázali, že šírka drážky ohýbacieho nástroja má určitý vzťah k veľkosti ohybového polomeru. Napríklad, ak sa 1,0 mm plech ohýba s drážkou širokou 8 mm, ideálny ohybový polomer je R1. Ak sa na ohýbanie použije drážka široká 20 mm, horný nástroj sa počas ohýbania pohybuje nadol do určitého uhla. Plocha drážky širokej 20 mm je väčšia ako plocha drážky širokej 8 mm, a pri ohýbaní s 20 mm šírkou sa tiež zväčší plocha natiahnutia a zväčší sa aj uhol R.
Preto, ak je požiadavka na ohybovací polomer plechu a zároveň to nepoškodí ohýbaciu formu, odporúča sa použiť úzku drážku na ohýbanie. Za normálnych okolností sa odporúča pracovať v súlade so štandardným pomerom medzi hrúbkou plechu a šírkou drážky 1:8. Minimálny pomer nesmie byť menší ako 1:6 medzi hrúbkou plechu a šírkou drážky. Ohýbanie plechu môže byť vhodne menšie, ale nesmie byť menšie ako 1:4 medzi hrúbkou plechu a šírkou drážky, aby sa predišlo poškodeniu materiálu alebo nástroja.
Odporúča sa, aby v prípade pevnosti bola výhodná metóda vybrúsenia drážky a následného ohýbania, aby sa dosiahol malý ohybovací polomer plechu.
Bežné Chyby pri Ohýbaní Plechu a Ich Riešenia
Pri ohýbaní plechu sa možno stretnúť s rôznymi bežnými chybami, ktoré môžu ovplyvniť kvalitu a funkčnosť finálneho výrobku. Ako dodávateľ ohýbania plechov máme bohaté skúsenosti s riešením týchto problémov.
- Nesprávny uhol ohybu: Najčastejšia chyba, spôsobená nepresným nastavením stroja alebo nevhodným nástrojom. Vedie k nesprávnemu zapadaniu dielov pri montáži.
- Odpruženie (Springback): Prirodzený jav, keď sa plech po odstránení sily mierne vráti, čím sa zmení uhol ohybu. Rôzne materiály majú rôzne vlastnosti pruženia (napr. nehrdzavejúca oceľ má vyššie odpruženie ako mäkká oceľ).
- Praskanie materiálu: Kritický problém, ktorý nastáva, keď je polomer ohybu príliš malý pre danú hrúbku a typ plechu. Keď sa kov ohne nad hranicu ťažnosti, môžu sa v oblasti ohybu vytvoriť trhliny, čo oslabuje diel a robí ho nepoužiteľným.
- Skrútenie a deformácia: Môže nastať, ak proces ohýbania nie je správne vyvážený alebo je nerovnomerné rozloženie tlaku. Častý problém pri starších alebo zle udržiavaných zariadeniach.
- Nekonzistentná kvalita ohybu: Ohyby sa môžu líšiť v uhle, polomere alebo povrchovej úprave na rôznych častiach dielu. Príčinou môžu byť odchýlky v surovine (hrúbka, tvrdosť) alebo nekonzistentná prevádzka stroja.
- Krátke ohýbané rameno: Ak je ohýbané rameno príliš krátke, jedna strana plechového dielu nebude položená na ohýbacom nástroji, čo znemožňuje výrobu. Riešením je predĺžiť rameno alebo posunúť ohyby v tvare Z.
- Kolízia s nástrojom/strojom: Pri Účkových profiloch alebo krabiciach s príliš dlhými bočnicami môže dôjsť k tomu, že bočnice komponentu kolidujú s nástrojom alebo ohýbacím strojom. Riešením môže byť skrátenie ramena profilu (stačí jedno) alebo ohýbanie dlhšieho ramena ako prvého.
Riešenia pre Zabezpečenie Kvality Ohýbania
Na predchádzanie týmto chybám a zabezpečenie vysokej kvality ohýbaných dielov je potrebné implementovať nasledujúce opatrenia:
- Presné nastavenie stroja: Nevyhnutné pre správne uhly. Zahŕňa kalibráciu ohýbacieho lisu, aby sa zabezpečil správny pohyb barana a aplikácia sily. Moderné CNC ohýbačky s pokročilými riadiacimi systémami umožňujú presné programovanie.
- Kompenzácia odpruženia: Inžinieri musia rozumieť vlastnostiam materiálu a použiť empirické dáta alebo CAE simulácie na predpovedanie odpruženia. Počiatočný uhol ohybu sa môže nastaviť o niečo väčší, aby sa odpruženie kompenzovalo.
- Výber vhodného polomeru ohybu: Na zabránenie praskaniu materiálu je kľúčové zvoliť vhodný polomer ohybu na základe hrúbky a typu materiálu. Minimálny polomer ohybu by mal byť aspoň rovnaký ako hrúbka plechu pre väčšinu bežných materiálov, pre krehkejšie materiály môže byť potrebný väčší polomer.
- Vyvážený proces ohýbania: Na predišlo skrúteniu a deformácii je potrebné rovnomerné rozloženie tlaku. Použitie prípravkov a podpier pomáha udržiavať stabilitu plechu.
- Konzistentná kontrola kvality: Implementácia prísnych opatrení na kontrolu kvality zahŕňa kontrolu surovín pred spracovaním a priebežné kontroly počas procesu ohýbania pomocou meracích nástrojov (uhlomery, posuvné meradlá).
Typy a Techniky Ohýbania Plechu
Existuje mnoho druhov ohýbania plechu, pričom každý má svoje výhody a obmedzenia. Všeobecne existujú dva hlavné spôsoby:
- Ohýbanie v zápustke: Používa sa pre konštrukčne zložité, maloobjemové a sériovo vyrábané plechové konštrukcie.
- Strojové ohýbanie (ohraňovacie lisy): Používa sa na spracovanie väčších konštrukčných rozmerov alebo menších objemových plechových konštrukcií.
Ohýbačky sa dodávajú v dvoch typoch: konvenčné ohýbačky a CNC ohýbačky. Kvôli vysokým požiadavkám na presnosť a nepravidelným tvarom ohýbania sa ohýbanie plechov pre komunikačné zariadenia zvyčajne vykonáva na CNC ohýbacích strojoch. Pri spracovaní sa formy ohýbacích nožov vyberajú najmä podľa požiadaviek na tvar obrobku. Dôležité faktory ovplyvňujúce ohýbanie zahŕňajú polomer zaoblenia hornej matrice, materiál, hrúbku materiálu, pevnosť matrice a veľkosť spodného ústia matrice.

Pravidlá Ohýbania a Praktická Terminológia pre Profesionálov
Pre správne navrhovanie a realizáciu plechových dielov je dôležité poznať kľúčové termíny a zásady spojené s ohraňovacími lismi. Správne použitie pravidla ohýbania môže výrazne znížiť počet pokusov a chýb počas procesu.
Niekoľko dôležitých pojmov:
- V-otvorenie (V-drážka): Šírka spodnej drážky matrice. Päť rozmerov V-otvorenia zaručuje najlepší pomer medzi vnútorným rádiusom ohybu a potrebnou tonážou bez prílišného namáhania plechu. Pre 3 mm plech je optimálna matrica s V 25 mm.
- Minimálna vnútorná hrana: Predstavuje najkratšiu stranu, ktorú možno ohnúť na 90°, pretože musí ležať na matrici pred ohýbaním (napríklad 16,5 mm pre V25 mm). Ak je vnútorná hrana profilu kratšia, plech skĺzne do matrice a dôjde k deformácii.
- Vnútorný rádius ohybu: Závisí od matrice (napríklad matrica s V25 určuje vnútorný rádius 3,2 mm), nie na hrúbke plechu. Voľba veľkosti V je preto kľúčová pre ovplyvnenie profilov z hľadiska vnútorného rádiusu a vývoja plechu.
- Potrebná tonáž: Sila potrebná na ohnutie plechu. Napríklad 23 T na ohnutie 1 metra 3 mm mäkkej ocele v matrici s V 25 mm. Pre 2 metre by bolo potrebných 46 T. Platí, že čím väčšie je V-otvorenie, tým nižšia je potrebná tonáž.
- Rameno B: Ohýbané rameno nesmie byť menšie ako 0,65 V + T (hrúbka plechu). Ak je príliš krátke, jedna strana plechu nebude položená na nástroji a diel nie je možné vyrobiť.
Návrhári produktov musia vypočítať, či sú dostupné ohraňovacie lisy dostatočne silné na ohnutie ich profilu. V prípade nerezovej ocele alebo hliníka odlišný spätný ráz určuje rôzne vnútorné rádiusy, aj keď používate rovnakú matricu.
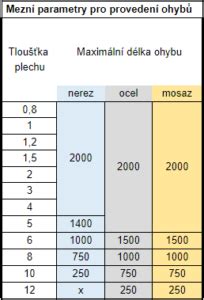
Tabuľka Polomerov Ohybu, Tlaku a Minimálnych Výšok Ohybu
Nasledujúca tabuľka, poskytnutá výrobcom ohýbačky, ilustruje vzťah medzi kľúčovými parametrami. Údaje sa počítajú pre konkrétne stroje a nástroje.
| Parameter | Vysvetlenie | Poznámka / Jednotka |
|---|---|---|
| S | Hrúbka plechu | mm |
| V | Šírka ohybového zárezu (V-drážky) | mm (Dostupné: 12, 16, 25, 40, 50) |
| R | Polomer ohybu | mm |
| B | Minimálna výška ohybu (rameno ohybu) | mm (nesmie byť menšie ako 0,65V + S) |
| P | Potrebný tlak na ohýbanie | kN/m (Maximálny tlak ohýbačky: 1700 kN) |
Poznámka: Šedé údaje v originálnej tabuľke (ktorá nie je k dispozícii v plnom rozsahu) predstavujú tlak P (kN/m) potrebný na ohyb. Pri praktickom využití sa výpočet vykonáva na základe tlaku ohýbacieho stroja a šírky ohýbovej drážky vlastnej dielne na spracovanie plechov.
Ohýbanie Plechu Bez Špecializovaných Strojov
Aj keď profesionálne ohýbačky zabezpečujú najvyššiu presnosť a efektivitu, mnohé menšie úpravy a projekty je možné zvládnuť aj doma alebo bez špecializovaného vybavenia.
Manuálne Ohýbanie
Jednou z najjednoduchších techník je použitie pevnej objímky alebo svorky. Plech umiestnite na pevný rovný povrch a na miesto, kde chcete, aby došlo k ohnutiu, umiestnite jednu alebo viac svoriek. Potom môžete plech opatrne ohýbať ručne alebo za pomoci kladiva/klieští.
Najlepšie výsledky dosiahnete, keď je plech stabilne uchytený - či už v zveráku, medzi dve drevené hranoly alebo k pevnej hranej doske. Pri ručnom ohýbaní sa vždy snažte pracovať pomaly a s rovnomerným tlakom, aby ste predišli prasknutiu či zvlneniu plechu.
K bežným pomôckam patrí:
- Zverák a hranol: Plech vložíte medzi dve rovné dosky alebo hranoly, pevne ich stiahnete a potom ohýbate pomalým, rovnomerným ťahom nahor alebo nadol.
- Gumené kladivo: Vhodné najmä na tenšie plechy, pomáha vytvoriť čistý a rovný ohyb bez poškodenia povrchu.
- Ohýbacia lišta: Praktická pomôcka na presné a estetické ohyby.
- Ako provizórnu ohýbačku môžete použiť dva drevené hranoly, ktoré vytvoria pevnú hranu na ohyb. Menšie kusy plechu sa dajú jednoducho tvarovať pomocou zveráka a klieští, pri dlhších ohyboch pomôže kovová lišta pevne priskrutkovaná k pracovnej doske.
Tepelné Ohýbanie
Tepelné ohýbanie je ďalšou efektívnou metódou ohýbania plechu bez ohýbačky. Táto technika spočíva v lokálnom zahrievaní plechu v mieste ohýbania. Pred ohýbaním plechu je dôležité zvoliť správnu metódu ohrevu, ktorá závisí od typu a hrúbky plechu. Pre tenšie materiály môže byť dostačujúce použitie teplovzdušnej pištole alebo plynového horáka s jemným plameňom, ktorý umožňuje kontrolu nad procesom ohrevu.
Pokiaľ ohrievate plech lokálne, snažte sa pohybovať zdrojom tepla dopredu a dozadu po vopred označenej línii ohýbania, aby bolo zahriatie čo najrovnomernejšie. Po ohriatí treba plech ohnúť čo najrýchlejšie, zatiaľ čo je ešte teplý a flexibilný. Po dokončení ohýbania je dôležité nechať materiál pomaly a prirodzene vychladnúť na vzduchu. Pri ohreve plechu vždy dodržujte bezpečnostné opatrenia, aby nedošlo k nechceným úrazom.
Dôležité Upozornenia pri Domácom Ohýbaní
Kov sa pri zlom postupe ľahko zvlní alebo praskne. Dôležitá je presná príprava ohybovej línie (vyznačenie fixkou alebo rycou ihlou). Vyvarujte sa príliš rýchlemu ohýbaniu, ktoré výrazne zvyšuje riziko prasklín, deformácií či úplného zlomenia plechu. Taktiež buďte opatrní pri ohýbaní proti smeru vlákien, najmä u niektorých kovov ako hliník, ktoré majú výrazný smer štruktúry.

tags: #minimalny #radius #pri #ohybany #plechu