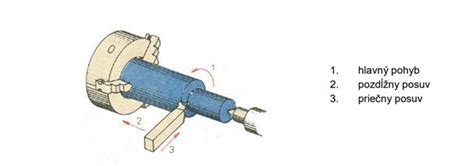
Pri sústružení je rýchlosť a pohyb rezného nástroja špecifikovaná prostredníctvom niekoľkých parametrov, ktoré sa vyberajú pre každú operáciu na základe materiálu obrobku, materiálu nástroja a veľkosti nástroja. Pri sústružení sa vykonávajú len dva rezné pohyby, pričom hlavným pohybom je väčšinou rotačný pohyb obrobku.
Základné parametre obrábania
Hlavným rezným pohybom je otáčanie obrobku, pričom rýchlosť hlavného pohybu je zároveň reznou rýchlosťou vc. Za účelom vytvárania menšieho tepla počas sústruženia je možné znížiť reznú rýchlosť, ktorá musí byť však dostatočne vysoká, aby „zmäkčila“ materiál polotovaru v oblasti rezu. Pri vyšších rezných rýchlostiach sa za jednotku času vytvorí viac triesok, čo znamená, že väčší objem materiálu odvedie viac tepla z oblasti rezu, hoci vyššie rýchlosti majú za následok aj vyššie teploty na samotnej reznej hrane.
Ďalšími dôležitými parametrami sú:
- Posuv: Dráha vykonaná nástrojom za jednu otáčku obrobku. Posuv sa volí čo najväčší v závislosti na požadovaných parametroch štruktúry obrábanej plochy.
- Hĺbka rezu (prísuv): Označovaná ako ap (mm), je časť rezu, ktorú sústružnícky nôž uberá pri jednom zábere. Z hľadiska hospodárnosti sa hĺbka rezu volí čo najväčšia a je limitovaná mechanickými vlastnosťami materiálu a tuhosťou obrobku.
Jozef Gallik - CNC sústruh
Optimalizácia pri obrábaní náročných materiálov
Pri obrábaní materiálov, ako je nehrdzavejúca oceľ 316L, ktorá vykazuje vysokú rýchlosť kalenia a nízku tepelnú vodivosť, je potrebné venovať pozornosť výberu nástrojov. Pre efektívne sústruženie nehrdzavejúcej ocele 316L sú vhodné nasledujúce parametre:
| Typ operácie | Rýchlosť rezania (m/min) | Posuv (mm/ot) | Hĺbka rezu (mm) |
|---|---|---|---|
| Hrubovanie | 80-120 | 0,2-0,3 | 1,5-3,0 |
| Dokončenie | 120-150 | 0,05-0,15 | 0,2-0,5 |
Technické odporúčania pre stabilitu procesu
Kľúčom k úspechu je optimalizovať vyloženie nástroja, ktoré nemá prekročiť osemnásobok šírky VRP. Dlhšie alebo tenké obrobky (zhruba viac ako šesťnásobok priemeru) je potrebné podložiť lunetou, aby sa zabránilo ich kývaniu a ohýbaniu pod tlakom rezného nástroja. Pri číslicovo riadených strojoch pohyb suportu riadi program, ktorý umožňuje presné dodržanie stanovených rezných podmienok.

Pre dosiahnutie vysokých nárokov na presnosť sa pri strojovom rezaní používajú špeciálne geometrie nástrojov. Správne zvolený uhol nastavenia hlavnej reznej hrany a pozitívny uhol sklonu (8-12 stupňov) pomáhajú znížiť rezné sily a zlepšiť kvalitu povrchu. Pri použití CBN (kubický nitrid bóru) alebo spekaných karbidov je nevyhnutné pravidelne sledovať opotrebovanie nástroja, aby sa zachovali prísne tolerancie.
tags: #rezne #podmienky #sustruzenia #cbn #nozom