Spájkovanie je dôležitou súčasťou práce s elektronikou. Okrem dosiek plošných spojov môžete spájkovať napríklad aj medené rúry a odkvapové žľaby. Sklo a keramiku spojíte pomocou spájky na sklo. Predtým, ako začnete spájkovať, si najprv ujasnite niekoľko základných otázok.
Základy spájkovania: Čo potrebujete vedieť?
Na začiatku procesu spájkovania je dôležité si položiť niekoľko kľúčových otázok:
- Chcete tvrdé spájkovanie alebo mäkké spájkovanie?
- Akú spájku používate?
- Akú spájkovačku používate?
V prvom kroku je dôležité poznamenať, že by ste mali dodržiavať špeciálne protipožiarne predpisy a nosiť ohňovzdorný odev kvôli vysokým teplotám pri spájkovaní.
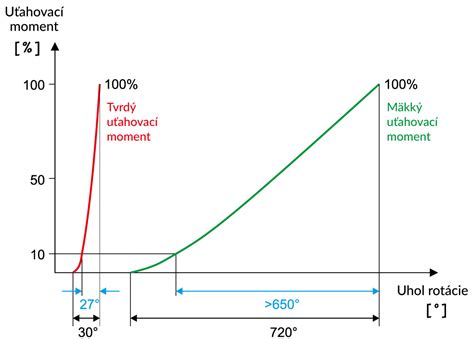
Mäkké alebo tvrdé spájkovanie?
To, či zvolíte mäkké alebo tvrdé spájkovanie, závisí od projektu a od teploty tavenia konkrétnej spájky. Každá spájka má svoju vlastnú pracovnú teplotu. Mäkké spájkovanie sa všeobecne používa pri domácom majstrovaní a hobby projektoch. Tu pracujete s teplotami medzi 180 °C a 250 °C. Aj pri spájkovaní dosiek plošných spojov sa pracuje technikou mäkkého spájkovania. Proces spájkovania je jednoduchší, vykonáva sa pri nižších teplotách a spoje nemajú také vysoké nároky na pevnosť a odolnosť.
Pri tvrdom spájkovaní sa spájka zahrieva na teplotu vyššiu ako 450 °C, aby sa roztavila a následne spojila. Pri veľkoplošnom tvrdom spájkovaní sú bežné teploty od 450 °C. Tvrdé spájkované spoje sú mechanicky stabilnejšie ako mäkké spájkované spoje a vydržia vyššie tepelné zaťaženie vďaka vyšším bodom tavenia. V priemysle sa používa aj vysokoteplotné spájkovanie, pri ktorom sa dosahujú teploty nad 900 °C.
Výber správnych materiálov a nástrojov
Akú spájku používate? Voľba spájkovacieho cínu
Spájka sa hovorovo označuje ako spájkovací cín, pretože jednou z hlavných zložiek je práve cín. Ďalšími zložkami môžu byť meď, striebro, antimón, zinok a olovo. Spájka obsahuje aj tavidlo, zvyčajne kolofóniu. Spájka vo všeobecnosti nemá pevný bod tavenia, ale má premenlivý rozsah tavenia. Mäkké spájky sú štandardizované a označené skrátenými kódmi. Na obale cievky drôtu je napríklad uvedené PbSn40. To znamená, že drôt pozostáva zo 60 % olova a 40 % cínu. Pri Sn50PbCu sa k 50 % cínu pridáva 49 % olova a 1 % medi. Spájky sa zvyčajne ponúkajú ako spájkovací drôt v rôznych hrúbkach. Na spájkovanie v elektrotechnike je vhodná hrúbka 1 mm až 1,5 mm. Bezolovnatá spájka sa odporúča aj pre domácich majstrov a hobby nadšencov. Zliatina zvyčajne pozostáva z cínu a menšieho množstva medi alebo striebra.
| Zliatina | Teploty tavenia |
|---|---|
| S-Sn60Pb40 | 183 °C - 190 °C |
| Sn60Pb38Cu2 | 183 °C - 190 °C |
| S-Pb50Sn50 | 183 °C - 215 °C |
| S-Pb60Sn40 | 183 °C - 235 °C |
| S-Sn97AG3 | 221 °C - 224 °C |
| S-Sn99Cu1 | 227 °C |
| S-Sn97Cu3 | 230 °C - 250 °C |

Akú spájkovačku používate? Spájkovacie pero alebo pištoľ
V závislosti od projektu zvoľte typ spájkovačky, spájku a všetko ostatné podľa techniky spájkovania. Na mäkké spájkovanie použite spájkovacie pero alebo spájkovaciu pištoľ. Spájkovacie pero pozostáva z kovového spájkovacieho hrotu a rúčky. Nástroj obsahuje buď akumulátor, alebo je káblom pripojený k zásuvke alebo k spájkovacej stanici s reguláciou teploty. Pero sa väčšinou používa na prácu s plošnými spojmi.
Mnohí domáci majstri uprednostňujú prácu so spájkovacou pištoľou, pretože sa lepšie drží v ruke. Iní dávajú prednosť práci s jemným hrotom spájkovacieho pera. Či už pero, pištoľ alebo spájkovacia stanica, najlepšie si vyberiete podľa toho, ako vám nástroj sedí v ruke, keď si ho nakrátko vyskúšate.
Príprava a proces spájkovania
Správna príprava na spájkovanie
Pred začatím práce sa uistite, že súčiastky, ktoré sa majú spájkovať, sú čisté. V závislosti od materiálu a znečistenia použite brúsny papier, pilník alebo alkohol. Takisto hrot spájkovačky musí byť čistý. Pripravte si pracovné miesto: Spájkovačka by mala mať pod sebou tepelne odolnú podložku a podklad by mal odolať kvapkajúcemu cínu. Pripravte si aj vlhkú špongiu. Na udržanie dielca alebo súčiastky na mieste počas spájkovania možno použiť zverák alebo špeciálny držiak na spájkovanie.

Proces spájkovania - krok za krokom
Akonáhle máte všetko pripravené, môžete začať s procesom spájkovania:
- Zohrejte spájkovačku na prevádzkovú teplotu.
- Mechanicky spojte diely, ktoré sa majú spájkovať, alebo ich podržte pri sebe.
- Hrot spájkovačky opatrne priložte k súčiastkam, ktoré chcete spájkovať.
- Zároveň vložte spájkovací drôt medzi hrot a spájkované miesto.
- Naneste na príslušné miesto roztavenú spájku, kým nie je úplne obalené. Skontrolujte, či je plocha kompletne pokrytá.
- Držte horúci spájkovací hrot na mieste len tak dlho, ako je potrebné.
- Kým spájka vychladne a stuhne, nesmie sa spájkované miesto otriasať.
Upozornenie: Ak sa spájkované súčiastky nedajú spojiť mechanicky - napríklad prekrútením drôtov - pocínujte ich pred spájkovaním. Kontaktné plochy súčiastok sa zľahka potiahnu cínom, keď ich zahrejete pomocou spájkovacieho hrotu. Zahriate súčiastky sa budú dať potom lepšie spojiť. Pri spájkovaní by každý krok nemal trvať viac ako 4-6 sekúnd, aby nedošlo k prehrievaniu alebo poškodeniu súčiastok.
Oprava studených spojov a prevencia poškodenia
Ak ste spojom počas chladnutia pohli alebo keď sa nespojili kontaktné plochy, napríklad preto, že teplota spájkovačky bola príliš nízka alebo sa spájka pridala príliš skoro, vznikne studený spoj. Hoci je studený spoj mechanickým spojom, nevedie elektrickú energiu, alebo len v obmedzenej miere. Opravte spoj tak, že ho znovu zohrejete spájkovačkou a pridáte kvapku novej spájky. Upozorňujeme, že bezolovnatá spájka má vždy matný, drsný povrch.
Kým studený spoj sa dá znova opraviť, poškodenie teplom sa nie nadarmo označuje ako „tepelná smrť‘. Ak sa elektrická súčiastka počas spájkovania príliš dlho zahrieva, môže sa nenávratne poškodiť. Preto dávajte pozor, aby ste kontaktné miesta nezahrievali dlhšie ako niekoľko sekúnd.
Odspájkovanie: Odstránenie spojov
Spoj sa musí odstrániť vtedy, keď je potrebné vymeniť niektorú súčiastku. V ideálnom prípade stačí spoj znova zahriať a odstrániť príslušnú súčiastku.
Tri metódy odspájkovania
- Odspájkovanie pomocou opletu z medených drôtikov alebo odspájkovacieho lanka: Roztavený cín sa nasaje cez nahriaty medený oplet. Lanko sa priloží na spoj a zahreje sa spájkovacím hrotom.
- Odspájkovanie pomocou odspájkovacej pumpičky: Pumpička sa priloží na zahriaty a roztavený spoj. Po spustení vysaje odspájkovcia pumpička cín zo spájkovaného miesta. Zostanú len mierne zvyšky cínu.
- Odspájkovanie pomocou spájkovacej stanice s elektrickým čerpadlom: Toto sa považuje za najčistejšie riešenie. V odpájkovacom hrote nástroja je otvor. Nástroj nasaje do tohto otvoru roztavený cín.
Tipy pre väčšiu bezpečnosť pri spájkovaní
Teplota spájkovacieho hrotu by sa nemala podceňovať. Kontakt s pokožkou môže spôsobiť popáleniny. V dôsledku vysokej teploty hrozí aj nebezpečenstvo požiaru. Z týchto dôvodov je súčasťou bezpečnostného vybavenia na spájkovanie držiak, do ktorého umiestnite spájkovačku počas pracovných prestávok. Uistite sa tiež, že sa v blízkosti nástroja nenachádzajú žiadne horľavé materiály a že pracujete na ohňovzdornom povrchu.
Tavidlo znižuje zahrievanie povrchov spájaných dielcov a roztavenej spájky počas spájkovania. Upozornenie: Spájka obsahujúca olovo a tavidlá obsiahnuté v cíne (vrátane kolofónie, chloridu amónneho a organických kyselín) môžu byť zdraviu škodlivé, ak ich vdýchnete. Profesionálne firmy preto disponujú odsávacími systémami. V prípade potreby investujte aj do ochranných okuliarov. Ďalším zdrojom nebezpečenstva je kvapkajúca a striekajúca spájka. Kvôli časticiam olova vo vzduchu by ste sa pri použití olovnatej spájky mali vyhnúť jedeniu a pitiu v blízkosti spájkovaného miesta.

tags: #cinovanie #ponzinkovanie #plechu