Výroba nástrojov je kľúčovým procesom v priemyselnej výrobe, ktorý zahŕňa vytváranie špecializovaných nástrojov a zariadení na tvarovanie, formovanie, rezanie a montáž surovín do hotových výrobkov. Tieto nástroje, známe ako „nástroje“, sú nevyhnutné pre efektívnu a presnú výrobu, čím zabezpečujú konzistentnosť, presnosť a opakovateľnosť procesov.
Presnosť a efektivita sú dva hlavné ciele pri výrobe nástrojov. Nástroje umožňujú udržiavať prísne tolerancie a vyrábať zložité súčiastky s vysokou presnosťou. Zároveň zvyšujú efektivitu výroby optimalizáciou procesov, skracujú časy cyklov a minimalizujú prestoje.
Výroba nástrojov podporuje širokú škálu výrobných procesov v rôznych odvetviach, ako je automobilový priemysel, letecký priemysel, elektronika, spotrebný tovar a zdravotnícke pomôcky.
Fázy výroby nástrojov môžu zahŕňať:
- Nástroje na výrobu prototypov: Používajú sa v počiatočných fázách vývoja produktu na vytvorenie prototypov a vzorových dielov.
- Mostíkové nástroje (predvýrobné alebo pilotné nástroje): Preklenujú priepasť medzi prototypovaním a plnohodnotnou výrobou, sú robustnejšie ako prototypové nástroje, no s nižšou počiatočnou investíciou.
- Výrobné nástroje: Optimalizované pre veľkoobjemovú výrobu, navrhnuté pre odolnosť, efektivitu a schopnosť konzistentne vyrábať diely podľa špecifikácií.
Je dôležité poznamenať, že tieto fázy nemusia byť vždy striktne sekvenčné a môžu sa prekrývať alebo iterovať v závislosti od produktu a výrobného procesu.
Špecifické výrobné procesy a nástroje
Existuje niekoľko kľúčových výrobných procesov, ktoré sa spoliehajú na špecializované nástroje:
Vstrekovanie
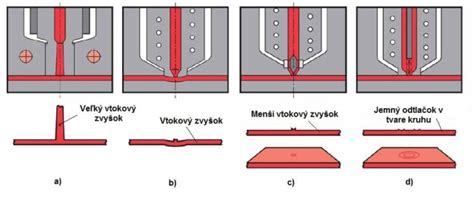
Vstrekovanie je proces, pri ktorom sa roztavený materiál vstrekuje do dutiny formy pod vysokým tlakom. Materiál po stuhnutí nadobudne tvar produktu. Vstrekovacie formy na plasty sa skladajú z viacerých komponentov a ich konštrukcia musí zohľadňovať faktory ako geometria dielu, uhly sklonu, umiestnenie vtoku, chladiace kanály a vyhadzovací systém.
Vyfukovanie
Vyfukovanie sa používa na výrobu dutých plastových alebo sklenených predmetov. Vyfukovacie formy, často vyrobené z kovov ako hliník alebo oceľ, tvarujú roztavený materiál pomocou tlaku vzduchu. Kľúčové konštrukčné aspekty zahŕňajú dutinu, jadro, deliacu čiaru a deliace plochy.
Rotačné lisovanie (Rotomolding)
Rotačné lisovanie je proces na výrobu dutých plastových dielov so zložitými tvarmi. Kľúčovým nástrojom je rotačná forma (rotomold), ktorá sa vyrába z materiálov ako hliník alebo oceľ. Proces zahŕňa zahrievanie a otáčanie formy s práškovou plastovou živicou, ktorá sa roztaví a potiahne vnútorný povrch formy.
Lisovacie nástroje a matrice
Používajú sa v procesoch tvárnenia kovov, ako je strihanie, ohýbanie, dierovanie a tvarovanie. Tieto nástroje vyžadujú vysokú presnosť a musia odolávať silám vyvíjaným počas tvárnenia.
Prípravky a upínacie prípravky
Sú to zariadenia používané na držanie, podopieranie a vedenie obrobkov počas výrobných procesov. Zabezpečujú presné polohovanie a zarovnanie, čím prispievajú ku konzistentnej a efektívnej výrobe.
Rezné nástroje a ich materiály
Rezné nástroje sú nevyhnutné pre obrábacie procesy, kde sa odoberá materiál z obrobku. Výroba rezných nástrojov zahŕňa nástroje ako vrtáky, frézy, sústružnícke nástroje a rezné doštičky.
Materiály pre rezné nástroje:
- Rýchlorezná oceľ (HSS): Ponúka dobrú všestrannosť a húževnatosť. Existujú rôzne typy HSS, napríklad HSS-R (valcovaná), HSS-G (brúsená), HSS-TiN (s povlakom z nitridu titánu) a HSS-E/Co (s prímesou kobaltu).
- Karbidové nástroje: Známe svojou tvrdosťou a odolnosťou proti opotrebovaniu.
Typy HSS vrtákov:
- HSS: Základný typ, často s nízkou kvalitou.
- HSS-R: Vyrobené valcovaním za tepla, povrch je nitridovaný (čierny). Dobrá voľba pre bežné ocele.
- HSS-G: Brúsené na automatických strojoch, vrátane reznej hrany. Majú vysokú presnosť a lesklý vzhľad.
- HSS-TiN: HSS-G s povlakom z nitridu titánu (zlatá farba). Zvyšuje tvrdosť a húževnatosť.
- HSS-E / HSS-Co: S prímesou kobaltu (5% alebo 8%). Vynikajúca tepelná odolnosť a odolnosť proti opotrebovaniu, považované za TOP triedu.

Tvrdokovové nástroje (TCT): Predstavujú ešte vyššiu kvalitu ako HSS-Co, na báze karbidu wolframu.
Oceľ 5160 a jej obrábanie
Oceľ 5160 je vysokouhlíková oceľ s obsahom chrómu, ktorá vyniká v aplikáciách vyžadujúcich tvrdosť, odolnosť proti opotrebeniu a húževnatosť, ako sú automobilové pružiny, nože a ťažké stroje.
Vlastnosti ocele 5160
- Zloženie: Vysoký obsah uhlíka (nad 0.60%) a chróm.
- Mechanické vlastnosti: Po tepelnom spracovaní dosahuje vysokú pevnosť v ťahu (cez 200 000 psi) a medzu klzu (100 000 - 150 000 psi).
- Ťažnosť: Schopnosť ohýbať sa a vrátiť do pôvodného tvaru bez trvalej deformácie.
- Tepelné spracovanie: Ovplyvňuje tvrdosť, húževnatosť a obrobiteľnosť. Žíhaná oceľ je mäkšia a ľahšie sa reže. Vytvrdená a popustená je tvrdšia a náročnejšia na obrábanie.

Obrobiteľnosť ocele 5160
Obrábanie ocele 5160 vyžaduje špecifický prístup:
- V porovnaní s mäkkými oceľami: Oceľ 5160 má hodnotenie obrobiteľnosti okolo 65% v porovnaní so štandardnými oceľami, čo znamená potrebu konzervatívnejších parametrov.
- Potenciál pre spevnenie prácou: Nesprávne rezanie alebo prehrievanie môže spôsobiť lokálne spevnenie.
- Odvod tepla: Vyžaduje efektívne chladenie na zabránenie prehrievaniu a spevneniu.
- Citlivosť povrchovej úpravy: Vyžaduje presné nastavenia nástrojov a posuvov.
- Stav materiálu: Odporúča sa obrábať v žíhanom alebo normalizovanom stave, s konečným tvarovaním po vytvrdnutí.
Výber nástrojov pre oceľ 5160:
- Vysokorýchlostná oceľ (HSS): Vhodná pre mäkší stav ocele 5160, ale menej praktická po vytvrdnutí.
- Tvrdokov (karbid): Odporúčaný pre lepšiu rýchlosť, povrchovú úpravu a životnosť nástroja, najmä s povlakmi ako TiAlN alebo AlTiN.
- Geometria nástroja: Kladné uhly čela a malé polomery rohov sú preferované pri frézovaní. Pri vŕtaní sa odporúčajú vrtáky s deleným hrotom alebo parabolické vrtáky.
Nastavenia CNC stroja:
- Tuhosť stroja: Dôležitá pre zvládnutie vyšších rezných síl bez vibrácií.
- Výkon stroja: Potrebný dostatočný výkon pre požadovanú hĺbku rezu a rýchlosť posuvu.
- Chladenie: Kľúčové pre zabránenie prehrievaniu. Odporúča sa záplavový chladiaci systém alebo vysokotlaková chladiaca kvapalina.
- Uchytenie obrobku: Musí byť bezpečné, aby sa predišlo deformácii v dôsledku vnútorného napätia v oceli.
Odporúčané parametre obrábania (orientačné):
Nasledujúca tabuľka poskytuje východiskové body pre obrábanie ocele 5160:
| Operácia | Typ nástroja | Materiál nástroja | Rýchlosť vretena (RPM) | Rýchlosť posuvu (IPM) | Hĺbka rezu (palce) | Poznámky |
|---|---|---|---|---|---|---|
| Frézovanie (Hrubovanie) | Stopková fréza s 4 drážkami | Tvrdokov s TiAlN | 1500 - 2500 | 15 - 30 | 0.05 - 0.1 | Použite mierny uhol čela |
| Frézovanie (Dokončovanie) | Stopková fréza s 2 drážkami | Tvrdokov s AlTiN | 2000 - 3000 | 10 - 20 | 0.005 - 0.01 | Hladká povrchová úprava |
| Vŕtanie | Vrták HSS-Co | HSS-Co 5% | N/A | 1 - 5 IPM (v závislosti od priemeru) | N/A | Použite chladiacu kvapalinu |
Je dôležité sledovať opotrebenie nástrojov a včas ich brúsiť alebo vymieňať, aby sa predišlo poškodeniu obrobku a stroja.
Výzvy a inovácie vo výrobe nástrojov
Výroba nástrojov čelí výzvam ako:
- Zvyšujúca sa zložitosť: Navrhovanie a výroba nástrojov pre čoraz zložitejšie geometrie súčiastok.
- Požiadavky na presnosť: Zabezpečenie vysokej presnosti pre konzistentnú produkciu.
- Zvyšujúce sa nároky na výkon: Materiály nástrojov musia odolávať vysokým tlakom, teplotám, opotrebovaniu a korózii.
Inovácie a riešenia:
- Pokročilý softvér CAD/CAM a simulácie: Optimalizácia návrhov nástrojov a overenie výkonu pred výrobou.
- Vysoko presné obrábacie technológie: Viacosové CNC frézovanie a EDM umožňujú výrobu zložitých geometrií nástrojov.
- Nástroje na potlačenie vibrácií (Chatter): Použitie nástrojov s premenlivým rozstupom drážok, diagramov stability a trochoidných dráh na minimalizáciu vibrácií pri obrábaní tvrdých ocelí.
Požiadavky na nástroje na spracovanie nehrdzavejúcej ocele:
Pri obrábaní nehrdzavejúcej ocele je kľúčový výber správnych parametrov nástroja a materiálov:
- Geometria nástroja: Väčší uhol sklonu, primeraný uhol zadného ostria a uhol čela (15°-20°).
- Materiály nástrojov: Preferované sú spekané karbidy (najmä zliatiny volfrámu a kobaltu - YG) kvôli ich tepelnej odolnosti a odolnosti proti opotrebovaniu.
- Množstvo rezu: Nižšia rezná rýchlosť (Vc = 60-80 m/min), hĺbka rezu (ap = 4-7 mm) a rýchlosť posuvu (f = 0.15-0.6 mm/ot.).
- Drsnosť povrchu: Zlepšenie povrchovej úpravy reznej časti nástroja znižuje odpor.
- Chladiaca a mazacia kvapalina: Použitie vhodnej kvapaliny na zníženie rezného tepla a sily.
Making the machine arm (CNC milling)
Náklady na výrobu nástrojov sa líšia v závislosti od zložitosti, materiálu, výrobného procesu a objemu výroby. Napriek tomu, že ide o významnú investíciu, správne navrhnuté a vyrobené nástroje sú nevyhnutné pre úspešnú a efektívnu výrobu.
tags: #nastrojove #rezne #uhly