V oblasti výrobného inžinierstva je vyrezávanie otvorov v plechoch rutinnou, no kritickou operáciou. Vyskytuje sa vo všetkom od automobilových zostáv cez letecké konštrukcie až po predmety každodennej potreby, ako sú potrubia pre ventilačné systémy. Cieľ ide nad rámec jednoduchého vytvorenia otvoru; zahŕňa dosiahnutie presných rozmerov, zachovanie štrukturálnej integrity plechu a minimalizáciu defektov, ako sú praskliny alebo nerovné hrany. Rôzne kovy - oceľ, hliník, nehrdzavejúce ocele - spolu s rôznymi hrúbkami vyžadujú špecifické prístupy k riešeniu problémov, ako je hromadenie tepla alebo deformácia materiálu. Zvládnutie zručnosti rezania otvorov do plechov z nehrdzavejúcej ocele otvára svet možností pre vaše projekty, či už ste nadšenec alebo profesionál.
Výber nesprávnej techniky môže viesť k plytvaniu materiálom, prepracovaniu alebo poruchám v praxi, ako je vidieť v prípadoch, keď tepelné deformácie oslabujú súčiastky pod zaťažením. Kalená oceľ je flexibilný a odolný materiál široko používaný v rôznych podnikoch, od vývoja až po montáž. Nerezové plechy so zrkadlovou úpravou sú cenené pre svoj vysoko reflexný povrch. V tomto článku si prejdeme každú techniku, jej pracovný postup a aplikácie. V kovospracujúcom priemysle je veľmi populárnych päť metód rezania plechov. Sú to laserové, vodné, plazmové, autogénne a mechanické rezanie.
Príprava a plánovanie pred rezaním
Predtým, ako sa pustíte do procesu rezania, je dôležité mať k dispozícii správne nástroje. Výber nástrojov môže výrazne ovplyvniť kvalitu vášho rezu a celkovú efektivitu vašej práce. Pred začatím spracovania je nevyhnutný podrobný návrh a plánovanie. Dizajnéri vytvárajú výkresy na základe požiadaviek na produkt, pričom špecifikujú rozmery, tvary a požiadavky na materiál. Vhodné kovové materiály sa vyberajú na základe konštrukčných výkresov. Medzi bežné materiály patria oceľové plechy valcované za studena, oceľové plechy valcované za tepla, plechy z nehrdzavejúcej ocele a hliníkové plechy.
Plech zaistite svorkami alebo upínacími prípravkami, aby ste predišli jeho posunutiu, ktoré by mohlo poškodiť zarovnanie. Stredy otvorov presne označte pomocou posuvných meradiel, razníkov alebo digitálnych šablón pre integráciu s CNC. Nástroje a vybavenie sa líšia podľa metódy, ale základné zahŕňajú meracie prístroje, rezacie nástroje a podporné pomôcky, ako sú chladiace kvapaliny alebo odsávacie systémy. Pri práci s plechom z nehrdzavejúcej ocele je nevyhnutné používať nástroje, ktoré nepoškriabu ani nepoškodia reflexný povrch. Pri prototypovaní elektroniky umožňujú ručné vŕtačky s variabilnými otáčkami jemné ovládanie pre jemné montáže dosiek plošných spojov v mosadzi s hrúbkou 0,5 mm. Plech sa musí podložiť preglejkou, aby sa zabránilo preliačeniu. Vždy zohľadnite tolerancie - priemyselné normy môžu vyžadovať ±0,1 mm na priemere otvoru pre presné uloženie.

Metódy vyrezávania otvorov v plechoch
Rezanie otvorov v plechoch z nehrdzavejúcej ocele si vyžaduje presnosť a správne techniky na zabezpečenie čistých a presných výsledkov. Ak hľadáte presné rezanie, laserové rezanie vám ponúka presnosť až ±0.01 mm. Rezanie vodným lúčom poskytuje presnosť až ±0.255 mm, zatiaľ čo plazmové rezanie poskytuje presnosť ±0.55 mm.
| Metóda rezania | Typická presnosť | Vhodnosť pre hrúbky materiálu |
|---|---|---|
| Laserové rezanie | ±0.01 mm | 0.1 mm až 25 mm |
| Rezanie vodným lúčom | ±0.255 mm | 0.1 mm až 150 mm (hrubé materiály) |
| Plazmové rezanie | ±0.55 mm | Hrubšie materiály (nie tenké kovy) |
| Dierovanie | Vysoká pre veľké objemy | Široký rozsah (závisí od matrice) |
| Vŕtanie | Vysoká pre presné otvory | Široký rozsah (závisí od vrtáka) |
Delenie plechu WAGNER - ROXOR STEEL WAGNER
Techniky vŕtania
Vŕtanie je tradičná metóda na rezanie otvorov do nehrdzavejúcej ocele. Na presné vytváranie otvorov sa používajú špeciálne vrtáky určené do nehrdzavejúcej ocele. Vŕtanie zahŕňa otáčanie vrtáka, ktorým sa prevŕta materiál a odoberá sa v trieskach. Je vhodný pre domáce dielne alebo rozsiahle prevádzky, najmä na spracovanie okrúhlych otvorov, hoci špecializované vrtáky dokážu vytvoriť aj iné tvary. Štandardné špirálové vrtáky sú vhodné na mnoho úloh.
Továrne často používajú CNC vŕtačky pre série; u jedného dodávateľa automobilových dielov sa programovaním viacerých otvorov v držiakoch motora z 6 mm ocele dosiahla konzistentná hĺbka, pričom zaplavenie chladiacou kvapalinou zabránilo prehrievaniu a predĺžilo životnosť vrtáka na tisíce cyklov. Pri väčších priemeroch sa stupňovité vŕtačky postupne zvyšujú. Operátori používajú ovládacie panely z 2 mm hliníka na zväčšenie počiatočných pilotných otvorov až na 25 mm, čím sa vyhýbajú výmene nástrojov a skracujú čas nastavenia.
Hrubšie materiály, ako napríklad 12 mm uhlíková oceľ na základne strojov, využívajú jadrové vŕtačky alebo prstencové frézy, ktoré odstránia krúžok namiesto celej zátky, čím šetria energiu a čas. Lodenice to používajú na prípravu otvorov v trupových doskách a kombinujú to s magnetickými základnými vŕtačkami pre prácu na mieste. Mazivá sú nevyhnutné; v prípade titánových plechov na protetiku syntetické kvapaliny znížili trenie a zabránili oderu v miestach, kde sa kov zvarí s vrtákom. Rýchlosť a posuv sú kľúčové - príliš vysoká rýchlosť roztaví mäkké kovy, ako je meď, príliš pomalá spôsobuje vibrácie. Pokyny odporúčajú 500 - 1 500 ot./min. pre ocele, upravované podľa priemeru.
Dierovacia píla alebo kruhový vrták: Sú ideálne na rezanie väčších otvorov do plechov z nehrdzavejúcej ocele. Dierové píly si poradia s väčšími priemermi. Bimetalová píla s priemerom 2-1/2 palca z hliníka kalibru 16 potrebuje 300 ot./min. a konštantný prívod chladiacej kvapaliny. Podložte plech drevom a posúvajte pomaly - nechajte prácu zuby. V námorníckej dielni sa týmto spôsobom vyrezali otvory pre reproduktory v prístrojových paneloch. Oblepili rozloženie páskou, vyvŕtali vodiaci otvor a pílu naplnili rezným olejom.

Metódy dierovania
Dierovanie zahŕňa použitie dierovacieho lisu na pretlačenie nástroja cez plech z nehrdzavejúcej ocele, čím sa vytvárajú otvory rôznych veľkostí. Táto metóda je najlepšia na efektívne vytváranie viacerých otvorov vo veľkých množstvách. Ide o najbežnejšiu metódu výroby perforovaných plechov. Mechanické perforovanie bodové alebo valcové využíva stroje, ktoré majú v sebe sadu razidiel a matríc. Dierovanie je stále najrýchlejším spôsobom na vytvorenie okrúhlych otvorov vo veľkom objeme. Razník a matrica strihajú kov jedným ťahom. Vôľa medzi razníkom a matricou - zvyčajne 5 až 10 percent hrúbky - riadi kvalitu okrajov. Príliš tesná medzera a vzniknú praskliny. Príliš voľná medzera a lis sa zasekne.
Pre malé otvory, ako sú nitovacie miesta s priemerom 1/4 palca v oceli valcovanej za studena s hrúbkou 16, stolový hydraulický razník vyrobí päťdesiat dielov za hodinu. Namažte razník ľahkým strojným olejom; razník dopadne čistý a matrica vydrží dlhšie. Jedna dielňa na výrobu krytov používa nerezovú oceľ s hrúbkou 18 pre serverové stojany. Prešli na razník s karbidovým povlakom po tom, čo sa rýchlorezná oceľ opotrebovala každých 500 otvorov. Čas cyklu zostal rovnaký, ale náklady na nástroj na diel klesli o 60 percent.
Dierovacie nožnice delia materiál pomocou tvarovaného nástroja pretlačovaného pôsobením tlaku, ideálne na opakovanú, vysokorýchlostnú výrobu rovnomerných otvorov. V dielňach na spracovanie plechu dominujú revolverové dierovacie lisy. V prípade počítačových skríň z ocele valcovanej za studena s hrúbkou 1,5 mm tieto stroje prispôsobujú nástroje na dierovanie polí otvorov - okrúhlych pre vetracie otvory, drážkovaných pre nastavenie - v priebehu niekoľkých sekúnd na diel. Nastavenie vôle, približne 0,1 - 0,2 mm na stranu, kontroluje kvalitu hrán; nesprávne medzery vedú k nadmernému otrepu alebo opotrebovaniu matrice, ako sa ukázalo u výrobcu nábytkového kovania, ktorý upravil pre plechy s hrúbkou 0,8 mm, aby predĺžil životnosť nástroja.
Dierovanie s pomocou plynu ponúka bezkontaktnú alternatívu pre krehké plechy. Hydraulické systémy zvládajú ťažšie úlohy. Pri výrobe rámov nákladných vozidiel lisy vyrážajú 8 mm otvory do vysokopevnostných oceľových kanálov pomocou progresívnych nástrojov na viacstupňové tvárnenie. Výskum geometrie nástrojov ukazuje, že kužeľovité vôle znižujú zóny lomu, čo vedie k čistejším lomom v tvárnych materiáloch, ako je mosadz, pre vodovodné armatúry.
Prístupy k laserovému rezaniu
Rezanie laserom je populárna metóda na vytváranie otvorov v plechoch z nehrdzavejúcej ocele vrátane SS zlatý zrkadlový plech. Táto technika využíva vysokovýkonný laserový lúč na presné prerezanie materiálu, pričom ponúka vynikajúcu presnosť a minimálne tepelné skreslenie. Metóda je priemyselný proces, ktorý využíva vysokoenergetický laserový lúč na rezanie kovov. Ako viete, ide o bezkontaktnú metódu, ktorá zaisťuje bezpečný a vysoko presný výsledok každého rezu. Táto metóda využíva vysoký výkon lasera na vypaľovanie alebo rezanie otvorov do plechu. Laserové rezanie umožňuje veľmi presné a čisté rezy a je ideálne pre zložité vzory alebo veľmi malé otvory. Lasery sústreďujú energiu na odparovanie alebo tavenie dráh, čo umožňuje vytvárať zložité vzory bez opotrebovania nástroja.
CO2 lasery sú vhodné pre hrubšie plechy. Pomocné plyny, ako je kyslík, urýchľujú rezanie uhlíkových ocelí, ale podporujú oxidáciu; preplachovanie dusíkom vedie k čistejším okrajom nehrdzavejúcej ocele pre zariadenia na spracovanie potravín. Vláknové lasery vynikajú v kovoch s ťažkou odrazivosťou, ako je meď. V rámoch solárnych panelov z 2 mm hliníka vyrezávajú montážne otvory s minimálnym množstvom trosky, čím optimalizujú dráhy, aby sa predišlo zbytočným pohybom a znížila sa spotreba energie. Ladenie parametrov - frekvencia impulzov, zaostrenie lúča - riadi prívod tepla; príliš agresívne nastavenie zuhoľnatí okraje v tenkých rozchodoch. V priemyselných aplikáciách sa metóda laserového rezania zvyčajne používa na rezanie materiálov s hrúbkou od 0.1 mm do 25 mm.

Laser poskytuje mikrónovú presnosť. Vláknový laser s výkonom 2 kW reže otvory s priemerom 0,020 palca (0,5 mm) v medi s hrúbkou 0,040 palca (1 mm) s hĺbkou rezu 0,002 palca (0,05 mm). Plyn s podporou dusíka zabraňuje oxidácii. Elektronická firma používa sústavy chladičov - tisíce drobných otvorov na plech. Laser prepichuje, krúži a presúva sa na ďalšie miesto v milisekundách. Kvalita hrán spĺňa špecifikácie pre čisté priestory bez nutnosti sekundárnej úpravy. Preveďte svoj návrh do súboru DXF alebo DWG, aby bol čitateľný pre stroje. Potom importujte súbor do softvéru stroja. Po spustení stroja sledujte celý proces až do jeho ukončenia. Pozorovanie procesu je nevyhnutné, aby ste predišli chybám a prijali potrebné opatrenia v prípade technickej poruchy. Po narezaní odstráňte materiál z dosky. Skontrolujte odrezky a hrany, či sa na nich nenachádzajú stopy po spálení alebo drsné miesta.
Vodný lúč a iné progresívne metódy
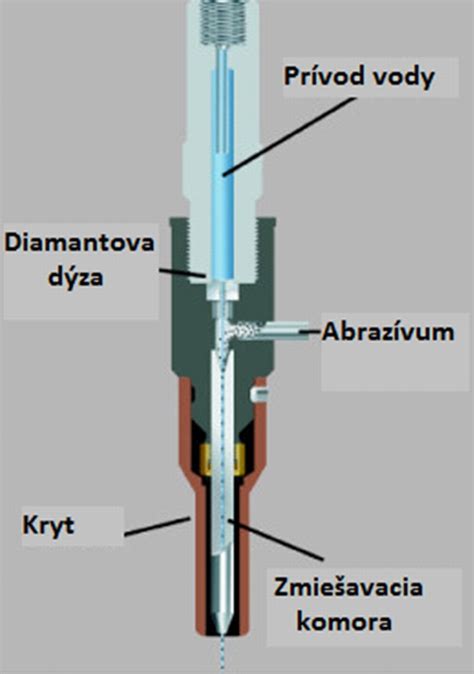
Rezanie vodným lúčom využíva vysokotlakový prúd vody zmiešaný s abrazívnymi časticami na rezanie nehrdzavejúcej ocele. Táto metóda je účinná pri rezaní hrubých materiálov a dokáže spracovať plechy z nehrdzavejúcej ocele bez spôsobenia deformácie vyvolanej teplom. Rezanie vodným lúčom je ďalšou technológiou, ktorá umožňuje vytváranie otvorov v plechu. Proces rezania vodným lúčom využíva na rezanie kovu prúd vody pod vysokým tlakom. Použitie vody umožňuje rýchle ochladenie procesu. Vodný prúd natlakuje vodu na extrémne vysoké úrovne (40 000 až 60 000 psi) a prúdi cez trysku. Tryska je taká malá, že s ľahkosťou vytvára sústredený a silný prúd. Zvyčajne dokáže dosiahnuť rýchlosť, ktorá je 2 až 3-krát vyššia ako rýchlosť vzduchu.
Môžete ho použiť na rôzne účely vrátane rezania mramoru, ocele, hliníka, titánu alebo iných zliatin. Hrubé materiály (0.1 mm až 150 mm) môžete ľahko rezať vodným lúčom. Táto metóda nie je vhodná na rezanie tenkých alebo chúlostivých materiálov. Inštalácia je zložitá a vyžaduje si väčšie priestory. Musíte mať aj vhodný vetrací systém. Vodné lúče poháňajú prúdy s obsahom abrazívnych látok, ktoré za studena erodujú materiál. Výrobcovia v leteckom priemysle režú titánové plechy s hrúbkou až 50 mm na priečky, čím zachovávajú vlastnosti nezmenené teplom - čo je rozhodujúce pre bezpečnosť letu. Granátové abrazíva pri tlaku 50 000 PSI zvládajú kontúry, ako napríklad v prototypoch lopatiek lodných vrtúľ, kde presnosť zabraňuje problémom s vyvážením. Pri stohovaných plechoch sa vodný lúč vyhýba teplu. Prúd s tlakom 60 000 PSI s granátovým abrazívom reže naraz päť vrstiev hliníka s hrúbkou 0,060 palca.
Plazmové rezanie
Plazmové rezanie používa plazmový horák na rezanie plechov z nehrdzavejúcej ocele. Táto technika je ideálna na rýchle a efektívne rezanie hrubších materiálov. Plazmové rezanie je proces tepelného rezania, ktorý využíva ionizovaný plyn, tiež známy ako plazma. Pri tomto procese vysokorýchlostný prúd plazmy roztaví kov a reže elektricky vodivé materiály. Proces začína vytvorením elektrického oblúka vo vnútri elektródy a horáka. Potom je cez trysku nútený prúdiť stlačený plyn, ako je kyslík alebo dusík. Oblúk potom tieto plyny ionizuje a premieňa ich na plazmatický stav, čo je štvrté skupenstvo hmoty.
Metóda plazmového rezania sa používa v lodiarskom a stavebníckom sektore. Ponúka tiež rezanie rôznych vodivých kovov vrátane nehrdzavejúcej ocele, mosadze a automobilových dielov. Existujú CNC plazmové rezačky, ktoré dokážu rezať detailné návrhy s presnosťou a precíznosťou. Táto metóda nie je vhodná na rezanie tenkých kovov. Plazma rýchlo reže hrubý plech. Ručné jednotky s prúdom 40 ampérov režú oceľ s hrúbkou 1/4 palca ako kartón. Použite kruhové vodidlo alebo jednoduchú šablónu z mastenca. Tlak vzduchu pri 65 PSI udržiava stabilný oblúk. Servis prívesov vyreže 4-palcové výfukové otvory v podlahových paneloch s hrúbkou 12. Upevnia oceľový krúžok ako vodidlo, raz ho obkreslia a otvor vypadne. Troska na spodnej strane sa zotrie lamelovým kotúčom.
Autogénové rezanie (rezanie plameňom)
Autogénové rezanie, známe aj ako rezanie plameňom, využíva chemické reakcie na rezanie kovov. Je to tiež populárny typ tepelného rezania, podobne ako plazmové rezanie. Autogénové rezanie pozostáva z dvoch krokov: 1. predhriatia a 2. rezania. V primárnej fáze alebo prvom kroku horák používa zmes kyslíka a horivého plynu, ako je acetylén alebo propán. Následne vytvorí plameň, ktorý zahreje kov na dosiahnutie jeho zápalnej teploty. Metóda rezania kyslíkom a palivom sa používa na uhlíkovú oceľ a nízkolegovanú oceľ. Je tiež obľúbenou voľbou pre demolačné a šrotovacie práce.

Mechanické rezanie
Mechanický proces rezania zvyčajne závisí od fyzickej sily na strihanie alebo rezanie materiálov. Na rezanie sa nepoužívajú zdroje tepla. V tomto procese sú hlavnými typmi strihanie a dierovanie. Strihanie využíva dve čepele a pripomína nožnice, aby sa zabezpečil rovný rez. Na druhej strane, dierovanie vyžaduje razník a matricu na vytvorenie otvoru v materiáloch. Metódy mechanického rezania sa široko používajú v kovospracujúcich dielňach. Môžete tiež ľahko vytvárať vlastné výrobky, prototypy a rezať zložité vzory.
Tvarovanie a lemovanie otvorov
Niektoré otvory potrebujú zvýšený okraj. Lemovanie otvoru naťahuje okraj smerom nahor kvôli pevnosti alebo závitovaniu. Jednobodové inkrementálne tvárnenie (SPIF) využíva okrúhly nástroj na CNC frézke na zatlačenie kovu nadol v malých krokoch. Otvor s priemerom 50 mm v hliníku s hrúbkou 1,5 mm získa po desiatich prechodoch s hĺbkou 0,2 mm 12 mm prírubu. Dodávateľ automobilov týmto spôsobom formuje výstupky závesov výfuku - bez špeciálnej matrice, len s prípravkom a programom. Pri lemovaní dierovačom sa používa dvojstupňová matrica. Prvá fáza prepichuje, druhá fáza formuje okraj. Výrobcovia spotrebičov lemujú 1-palcové vylamovacie otvory v oceľových dverách s hrúbkou 18. Lis vykonáva 120 zdvihov za minútu a príruba je určená pre samoreznú skrutku bez matíc.
Okusovanie a strihanie
Prestrihovače prekrývajú hrany a vytvárajú akýkoľvek tvar. Pneumatický prestrihovač z ocele kalibru 14 vyreže obdĺžnik s rozmermi 2 × 4 palce za štyridsať sekúnd. Elektrikári upravujú existujúce panely na staveniskách - nie je potrebné prevážať nový plech. Pre hladké hrany držte nástroj kolmo a prekrývajte hrany o 1/8 palca. Strihanie razníkom prekrýva okrúhle zárezy a vytvára drážky alebo kontúry. CNC razník vyrezáva okraje s polomerom 6 palcov v nehrdzavejúcej oceli kalibru 16. Softvér optimalizuje presah tak, aby hrana vyzerala zrolovaná, nie zvlnená.
Faktory ovplyvňujúce kvalitu otvoru
Tvrdosť materiálu určuje metódu; mäkké hliníky sa ľahko dierujú, tvrdé zliatiny potrebujú obrusovanie alebo eróziu. Hrúbka ovplyvňuje energetické potreby - tenké plechy riskujú prepálenia v laseroch, hrubé vyžadujú zvyšovanie výkonu. Parametre ako rýchlosti posuvu alebo tlaky priamo ovplyvňujú povrchovú úpravu; neoptimálne voľby zosilňujú chyby. Medzi následné úpravy patrí odhrotovanie kefami alebo bubnami, vystružovanie na dosiahnutie tolerancií. V rámoch bicyklov sa vŕtané hliníkové rúrky honujú na uloženie ložísk. Kontroly prostredia recyklujú kvapaliny, zachytávajú výpary. Náklady vyvažujú počiatočné nastavenie oproti objemu; prototypy uprednostňujú flexibilné lasery, bežia na oblekových razníkoch.
Bezpečnosť a osvedčené postupy
Vždy uprednostňujte bezpečnosť a presnosť. Ochranné prostriedky - štíty na oči, ochrana sluchu, pevné rukavice - chránia pred úlomkami alebo hlukom. Plechy pevne upevnite; voľné kusy nebezpečne poletujú. Vyhnite sa unáhlenému posuvu, ktorý môže spôsobiť praskanie. Pravidelne kalibrujte nástroje; nesprávne zarovnanie oválne tvorí otvory. Pre začiatočníkov bude jednoduchšie rezať plechy laserom, ak budú postupovať podľa podrobných pokynov. Pred začatím procesu sa uistite, že pracovný priestor je čistý. Správne nastavte vetrací systém a noste ochranné okuliare alebo prilbu. Nezabudnite si obliecť tepluvzdorné oblečenie.

Starostlivosť o náradie a jeho nastavenie
Ostré nástroje vydržia dlhšie a režú čistejšie. Špirálové vrtáky prebrúste na 118-stupňovom prípravku. Ak sa zuby dierovej píly otupia, očistite ich diamantovým pilníkom. Vymeňte plazmové trysky, keď sa otvor v hrote predĺži - blúdenie oblúka ničí presnosť. Razníky namažte voskovou tyčinkou alebo ľahkým olejom. Abrazívum pre vodný lúč tečie lepšie s čistou miešacou trubicou - kontrolujte ju týždenne.
Riešenie problémov
Riešenie problémov s otrepmi úpravou vôlí, vibrácie stabilizáciou podpier. Deformované panely vznikajú v dôsledku tepla alebo nerovnomerného upnutia. Plazmové rezy ochlaďte stlačeným vzduchom. Upnite laserové listy na voštinovom lôžku. Otrepy znamenajú tupé nástroje alebo nesprávnu vôľu - naostrite alebo nastavte matricu. Vibrácie sa prejavujú ako stopy po chvení - dotiahnite upínacie prípravky alebo znížte rýchlosť posuvu.
Často kladené otázky
Otázka: Ktorá metóda je ekonomicky najvhodnejšia pre veľkoobjemovú výrobu malých otvorov v tenkých plechoch?
A: Dierovanie revolverovou hlavou vyniká svojou rýchlosťou a minimálnym odpadom, ako napríklad pri hromadnej výrobe krytov pre spotrebnú elektroniku s jednotnými výsledkami.
Otázka: Aký je rozdiel medzi laserom a vŕtaním v kvalite otvoru z nehrdzavejúcej ocele?
A: Lasery poskytujú rýchlosť, ale predstavujú riziko tepelných trhlín a ťahových napätí; vŕtanie priaznivo stláča materiál, čo je podľa štúdií austenitickej ocele vhodné pre závitové aplikácie.
Otázka: Aké bezpečnostné opatrenia sú nevyhnutné pre bezpečné dierovanie?
A: Noste osobné ochranné prostriedky vrátane ochranných okuliarov a rukavíc, zaistite plachty na mieste, nainštalujte ochranné zariadenia stroja a často kontrolujte nástroje, aby ste predišli nehodám.
Otázka: Je vodný lúč vhodný pre hrubé plechy a aké sú jeho výhody?
A: Rozhodne, zvláda až 200 mm bez tepelných zón, ideálne pre titán náchylný na deformáciu v leteckom pri zachovaní integrity materiálu.
Otázka: Tipy na zníženie otrepov pri vŕtaní hliníka?
A: Používajte ostré potiahnuté vrtáky, nanášajte dostatočné množstvo chladiacej kvapaliny, nastavte otáčky okolo 2 000 ot./min., používajte podkladové materiály a pre čisté hrany použite odhrotovacie nástroje.
Otázka: Ako vyrežem otvor s priemerom 1/8 palca v hliníku s hrúbkou 24 bez roztrhnutia plechu?
A: Stredový razník, použite ostrý vrták HSS s priemerom 1/8 palca pri 2 000 ot./min., jemne pritlačte a podložte plech drevom. Ak sa vrták zasekne, použite pilotný vrták s priemerom 1/16 palca.
Otázka: Akú vôľu mám nastaviť na dierovanie mäkkej ocele s hrúbky 16?
A: Celkom 0,008 až 0,012 palca - približne 8 % hrúbky. Vyskúšajte na odpade; upravujte, kým sa polotovar neuvoľní a okraj nebude stáť čisto.
Otázka: Vytvorí 30-ampérová plazmová rezačka čisté otvory s priemerom 2,5 cm v nehrdzavejúcej oceli s hrúbkou 6 mm?
A: Áno, s jemne brúseným hrotom a kruhovou šablónou. Použite vzduch s tlakom 60 PSI, 25 - 30 ampérov a potom obrúste trosku, aby ste dosiahli hladké uloženie.
Otázka: Aký je lacný spôsob, ako vyrobiť prototyp desiatich rôznych rozložení otvorov v oceli s hrúbkou 20?
A: Označte rydlom a farbivom, narežte priamočiarou pílou a jemným kovovým čepeľom a potom okraje zapilujte. Čepele často vymieňajte, aby bol rez rovný.
Otázka: Akú hrúbku môžem vŕtať štandardnou akumulátorovou vŕtačkou a kobaltovými vrtákmi?
A: Až do 3/16 palca v mäkkej ocele, ak použijete pilotné rezanie, drážkovanie a rezný olej. Hrubšia oceľ vyžaduje magnetickú vŕtačku alebo lis.
tags: #vyrezavanie #otvorov #do #plechu