Lisovanie plechu je kľúčový výrobný proces, ktorý formuje plech do požadovaného tvaru alebo súčiastky. Umožňuje sériovú výrobu dielov pri dodržaní prísnych tolerancií a noriem kvality. Pri tomto procese sa kov privádza do lisu a lisovacia matrica (známa aj ako lisovací nástroj) je pod obrovským tlakom vtlačená do kovu, čím sa vytvorí požadovaný tvar. Dokáže spracovať rôzne materiály vrátane hliníka, uhlíkovej ocele, medi, vysokopevnej ocele a ďalších. Zatiaľ čo je možné lisovať takmer akýkoľvek typ kovu, typ kovu použitého v konkrétnej aplikácii závisí od požiadaviek na výkon požadovanej časti. Výroba akéhokoľvek jednotlivého dielu si však môže vyžadovať viacero krokov, aby sa dosiahla jeho konečná podoba.
Prečo je výber správnej matrice dôležitý?
Váš výber matrice priamo ovplyvňuje každý aspekt vašej lisovacej operácie. Keď si vyberiete správnu matricu, zažijete lepšiu kvalitu produktu, zníženú mieru šrotu a vyššiu efektivitu výroby. Naopak, výber nevhodnej matrice môže viesť k závažným problémom.
Vplyv na kvalitu výroby
Forma, ktorú si vyberiete, určuje presnosť a konzistenciu vašich hotových výrobkov. Vysokokvalitné matrice vyrobené podľa presných špecifikácií zaručujú, že vaše diely budú konzistentne spĺňať rozmerové tolerancie. Výber správnej matrice minimalizuje odchýlky v hrúbke dielu, zachová prísne tolerancie a dosiahne vynikajúce povrchové úpravy.
Dôsledky nákladov
Výber matrice výrazne ovplyvňuje vaše prevádzkové náklady. Správna matrica znižuje plytvanie materiálom, minimalizuje prestoje a predlžuje životnosť nástroja. Zvážte, ako môže vhodne vybraná matrica znížiť vaše požiadavky na údržbu a znížiť frekvenciu výmen matrice.
Efektívnosť výroby
Vaša voľba matrice ovplyvňuje rýchlosť výroby a priepustnosť. Správna matrica vám umožňuje udržiavať vyššie výrobné rýchlosti a zároveň zabezpečiť konzistentnú kvalitu. Keď si vyberiete matricu, ktorá vyhovuje požiadavkám vašej aplikácie, zažijete menej prerušení výroby a lepšiu celkovú efektivitu zariadenia (OEE).
Čo je postupový lis a ako funguje?
Lisovanie plechu na postupovom lise je vysoko efektívny výrobný proces, ktorý sa používa na sériovú výrobu presných dielov z plechu. Táto metóda kombinuje viacero operácií do jedného cyklu, čo výrazne znižuje čas a náklady na výrobu.
Princíp postupového lisu
Postupový lis je typ lisu, ktorý je navrhnutý na vykonávanie viacerých operácií lisovania v jednom cykle. Plech je podávaný cez lis v podobe pásu, ktorý prechádza cez sériu nástrojov (známych ako postupová strižnica), ktoré postupne vykonávajú rôzne operácie, ako sú dierovanie, ohýbanie, ťahanie a strihanie.
Proces lisovania na postupovom lise
- Podávanie materiálu: Plech je podávaný do lisu z cievky alebo z podávača plechu.
- Postupová strižnica: Plech prechádza cez postupovú strižnicu, ktorá obsahuje niekoľko nástrojov pre rôzne operácie.
- Lisovací cyklus: Pri každom cykle lisu sa vykonávajú všetky operácie postupne na rôznych častiach plechu.
- Výstup hotového dielu: Po dokončení všetkých operácií je hotový diel oddelený od pásu plechu a vyhodený.
Výhody lisovania na postupovom lise
- Vysoká produktivita: Vďaka kombinácii viacerých operácií do jedného cyklu je možné dosiahnuť vysokú produkciu dielov za krátky čas.
- Presnosť a konzistencia: Postupové lisy zabezpečujú vysokú presnosť a konzistenciu dielov, čo je dôležité pre sériovú výrobu.
- Úspora materiálu: Optimalizácia rozloženia dielov na páse plechu minimalizuje odpad materiálu.
- Zníženie nákladov: Automatizácia procesu znižuje potrebu manuálnej práce a tým aj náklady na výrobu.
Porovnanie s inými metódami lisovania
V porovnaní s inými metódami lisovania, ako je napríklad jednoduché lisovanie, má lisovanie na postupovom lise niekoľko výhod. Jednoduché lisovanie je vhodné pre menšie série a jednoduchšie diely, zatiaľ čo postupové lisovanie je ideálne pre veľké série a zložitejšie diely. Ďalšou alternatívou je transferové lisovanie, ktoré umožňuje výrobu ešte zložitejších dielov, ale je nákladnejšie a menej produktívne ako postupové lisovanie.
Typy razidiel používaných pri lisovacích procesoch
Pochopenie širokej škály razidiel je rozhodujúce pre výber najvhodnejšieho nástroja pre vašu konkrétnu lisovaciu aplikáciu. Každý typ matrice má jedinečné vlastnosti, silné stránky a obmedzenia, ktoré ovplyvňujú rýchlosť výroby, zložitosť dielov a nákladovú efektívnosť.
Progresívne razidlá (Postupové strižnice)
Tieto zložité nástroje sú navrhnuté na vykonávanie viacerých tvárniacich operácií postupne, keď pás plechu postupuje cez matricu. Progresívne zápustky sú ťahúňmi veľkoobjemových výrobných liniek, hlavne pre zložité diely vyžadujúce početné kroky tvárnenia. Predstavte si zložitý diel, ktorý si normálne vyžaduje samostatné operácie pre vysekávanie, ohýbanie a ťahanie - možno päť krokov. Postupový nástroj pre lisovanie plechov skondenzuje tento proces do miniatúrnej, zloženej, plne automatizovanej výrobnej linky. Kovová cievka sa podáva z jedného konca; pri každom rýchlom zdvihu lisu sa materiál posúva cez nasledujúce stanice a na druhom konci vystupuje hotový diel. Pri stovkách zdvihov za minútu sa hodiny práce zredukujú na sekundy.
- Kľúčové výhody: Skrátený čas spracovania, konzistentná kvalita dielov, vysoké výrobné sadzby, vylepšené využitie materiálu.
- Použitie: Ideálne pre zložité diely s viacerými funkciami vyžadujúcimi presné tvarovanie, ako sú automobilové komponenty, elektronické kryty a zložité mechanické diely.
- Nevýhody: Veľmi vysoká počiatočná investícia a zložité, presne navrhnuté náradie. Dlhé cykly návrhu a výroby.
Jak se Vyrábí Ocel? Od železné rudy po moderní ocelárny – Celý proces výroby krok za krokem!
Single Station Dies (Jednostupňové matrice)
Ako už názov napovedá, tieto matrice vykonajú jedinú operáciu na jeden zdvih lisu. V porovnaní s progresívnymi matricami sú dizajnovo a konštrukčne jednoduchšie.
- Kľúčové výhody: Nižšie počiatočné náklady na náradie, jednoduchšia údržba a nastavenie, väčšia flexibilita pre malé výrobné série, jednoduchšie riešenie problémov.
- Použitie: Vhodné pre jednoduchšie diely vyžadujúce základné operácie, ako je vysekávanie, dierovanie alebo tvarovanie, často používané pre malé výrobné série alebo prototypovanie.
Zložené matrice
Tieto pokročilé lisovnice kombinujú viacero operácií v rámci jedného zdvihu lisu, pričom často zahŕbajú zložité vzťahy medzi fázami tvárnenia.
- Kľúčové výhody: Prísne tolerancie, veľké objemy výroby, simultánne operácie, minimálna manipulácia s materiálom.
- Použitie: Používa sa na zložité diely vyžadujúce presné zarovnanie a súčasné tvarovanie viacerých prvkov, ktoré sa často vyskytujú v odvetviach ako letecký a automobilový priemysel.
Prenosové matrice
Tieto sofistikované matrice využívajú automatizované prenosové mechanizmy na presúvanie častí medzi rôznymi stanicami v matrici.
- Kľúčové výhody: Vysoké výrobné sadzby, znížené pracovné požiadavky, vylepšená kontrola kvality dielov, flexibilita v dizajne dielov.
- Použitie: Ideálne pre vysoko automatizované výrobné linky vyrábajúce zložité diely, ktoré si vyžadujú zložité tvarovacie operácie a presnú manipuláciu s dielmi.
Faktory, ktoré treba zvážiť pri výbere matrice
Výber vhodnej raznice pre lisovaciu operáciu je kritickým rozhodnutím s významnými dôsledkami pre efektivitu výroby, kvalitu dielov a celkové výrobné náklady. Na zabezpečenie optimálnych výsledkov je nevyhnutné starostlivé vyhodnotenie rôznych faktorov.
Charakteristiky materiálu obrobku
Charakteristiky materiálu obrobku majú zásadný vplyv na dizajn a výber matrice.
- Hrúbka materiálu: Určite vhodný rozsah meradla materiálu, ktorý sa má lisovať. Zohľadnite potenciálne odchýlky v hrúbke materiálu v rámci šarže, aby ste zabezpečili konzistentné tvarovanie.
- Pružnosť materiálu: Zvážte tendenciu materiálu k pruženiu, čo je elastické zotavenie materiálu po tvarovaní. To si vyžaduje starostlivé zváženie vôlí matrice a kompenzácie počas fázy návrhu.
- Materiálové zloženie: Analyzujte tvrdosť a ťažnosť materiálu, pretože tieto vlastnosti výrazne ovplyvňujú tvárnosť a možnosť praskania alebo trhania. Zvážte tendenciu materiálu k deformácii, ktorá môže ovplyvniť jeho tvárnosť a požadované tvárniace sily. Vyhodnoťte štruktúru zŕn materiálu, pretože môže ovplyvniť jeho tvárnosť a potenciál smerových vlastností. Posúďte stav povrchu materiálu, ako je prítomnosť povlakov alebo povrchových úprav, pretože tieto môžu ovplyvniť proces razenia a opotrebenie formy.
Výrobné požiadavky
- Objem výroby: Odhadnite ročný objem výroby dielu. Tieto informácie sú rozhodujúce pre odôvodnenie investície do rôznych typov lisovníc. Analyzujte očakávané veľkosti šarží a výrobné frekvencie. Tieto informácie pomôžu určiť najefektívnejšie plánovanie výroby a využitie nástrojov.
- Budúci dopyt: Zvážte potenciálne zvýšenie alebo zníženie objemu výroby, aby ste sa uistili, že vybraná matrica dokáže uspokojiť budúci dopyt. Na základe predpokladaného objemu výroby a požadovaného počtu vyrobených dielov určite požadovanú životnosť nástroja predtým, ako bude potrebné značné opotrebenie lisovnice alebo údržba.
Kvalitatívne špecifikácie
- Rozmerové tolerancie: Skontrolujte požadované rozmerové tolerancie pre lisovaný diel. Tieto tolerancie ovplyvnia návrh formy a výber vhodných metód tvárnenia. Analyzujte potrebné špecifikácie povrchovej úpravy, pretože ovplyvnia výber materiálov matrice a vhodné techniky tvarovania.
- Sekundárne operácie: Zvážte potrebu sekundárnych operácií a ako tieto požiadavky ovplyvnia návrh formy a výrobný proces. Vyhodnoťte kontrolné kritériá pre lisované diely vrátane rozmerových meraní, vizuálnych kontrol a potenciálnych nedeštruktívnych testovacích metód.
Počiatočné investície
- Náklady na lisovnicu: Vypočítajte odhadované náklady na návrh, výrobu a obstaranie lisovníc. To zahŕňa náklady na materiál, prácu a akékoľvek špecializované vybavenie. Zvážte náklady spojené s návrhom lisovnice, inžinierstvom a prototypovaním.
- Nastavenie a integrácia: Vyhodnoťte náklady spojené s nastavením lisovacieho lisu, zaškolením operátorov a integráciou nového nástroja do výroby. Počítajte s dodatočnými nákladmi spojenými s implementáciou novej matrice, ako je úprava existujúceho zariadenia alebo nákup nového príslušenstva k nástrojom.
Prevádzkové náklady
- Údržba: Analyzujte očakávané požiadavky na údržbu lisovníc, vrátane frekvencie údržby, nákladov na náhradné diely a mzdových nákladov spojených s údržbovými činnosťami. Vypočítajte očakávané výrobné rýchlosti a celkovú efektivitu, aby ste určili náklady na diel.
- Materiál a energia: Zvážte mieru využitia materiálu a množstvo odpadu vytvoreného počas procesu lisovania. Vyhodnoťte spotrebu energie raziaceho lisu a súvisiace náklady na energiu.
Aplikácie vyžadujúce špecializované matrice
Niektoré aplikácie vyžadujú špecializované riešenia lisovníc na dosiahnutie optimálnych výsledkov.
- Automobilové komponenty: Automobilový priemysel vyžaduje matrice schopné výroby komponentov z vysokopevnostnej ocele, dodržiavanie prísnych tolerancií, manipulácia s materiálmi rôznych hrúbok a podpora veľkoobjemovej výroby.
- Aerokozmické aplikácie: Letecké diely vyžadujú špecializované matrice s špičkovými možnosťami povrchovej úpravy, toleranciami extrémnej presnosti, schopnosťou pracovať s exotickými materiálmi a vylepšenými funkciami kontroly kvality.
- Consumer Electronics: Výroba elektroniky vyžaduje matrice, ktoré poskytujú možnosti miniaturizácie, čisté rezné hrany, funkcie presného zarovnania a konzistentnú kvalitu dielov.
- Komponenty zdravotníckych pomôcok: Výroba zdravotníckych pomôcok potrebuje matrice ponúkajúce výnimočnú čistotu, presné tolerancie, špecializovanú manipuláciu s materiálom a špičkové povrchové úpravy.
Lisovanie spojok na postupovom lise
Postupový lis je ideálny na výrobu rôznych spojovacích prvkov, vrátane spojok na lešenie. Spojky na lešenie sú základnou konštrukciou v stavebníctve a priemysle údržby a poskytujú bezpečnú a stabilnú pracovnú plošinu v rôznych výškach. Pri tomto usporiadaní zohráva kľúčovú úlohu spojka lešenia, pretože je to komponent, ktorý spája rôzne rúrky lešenia dohromady. Správna inštalácia spojok lešenia zaisťuje nielen štrukturálnu integritu celého lešenia, ale zvyšuje aj bezpečnosť pracovníkov. Spojky na lešenie sú zvyčajne vyrobené z vysoko pevnej ocele alebo z temperovanej liatiny. Zvolený materiál pre spojku na upevnenie dosky závisí od požiadaviek na nosnosť a podmienok prostredia, kde sa bude lešenie používať. Niektoré spojky môžu byť tiež vyrobené z hliníka alebo plastu pre ľahké aplikácie.
Typy spojok lešenia
Predtým, ako sa pustíte do procesu inštalácie, je dôležité porozumieť rôznym typom spojok lešenia, ktoré sú k dispozícii:
- Pravo-uhlové spojky: Používajú sa na spojenie dvoch rúrok pod uhlom 90 stupňov.
- Otočné spojky: Otočné spojky umožňujú pripojenie rúr pod ľubovoľným uhlom. Ponúkajú flexibilitu v dizajne lešenia, umožňujúcu výstavbu zložitých konštrukcií.
- Putlog spojky: Spojky Putlog sú určené na pripojenie vodorovnej rúrky (putlog) k zvislej rúrke.
- Spojky Limpet: Spojky Limpet sa používajú na pripevnenie lešenárskych rúr k iným objektom, ako sú existujúce konštrukcie.
- Otočné spojky JIS: Otočná spojka JIS je navrhnutý podľa japonských priemyselných noriem.
Nadstavovacie spojky
Nadstavovacia spojka sa používa na jednoduché a rýchle spojenie dvoch lešenárskych rúr za sebou, čím umožňuje ich plynulé nadstavovanie do požadovanej výšky alebo dĺžky. Predstavuje základný spojovací prvok pri skladaní lešenárskych systémov a pomocných konštrukcií, kde je potrebné bezpečne pokračovať v línii rúr bez prerušenia konštrukcie. Vďaka jednoduchému oceľovému vyhotoveniu a skrutkovému upevneniu je spojka vhodná na opakované používanie pri montáži aj demontáži lešenia. Umožňuje rýchlu prácu priamo na stavbe a zjednodušuje prispôsobenie lešenia konkrétnym podmienkam objektu. Nadstavovacie spojky sa používajú na predlžovanie lešenárskych rúr a vytváranie zvislých alebo vodorovných línií konštrukcie pri stavbe lešenia a pracovných plošín.
Technologické postupy výroby bimetalických spojovacích elementov
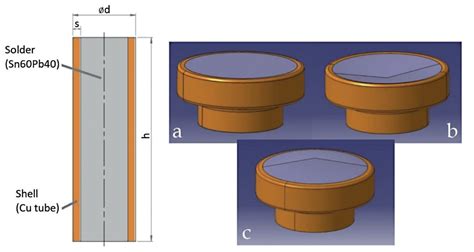
Na výrobu spojovacieho elementu bolo zvolené objemové tvárnenie za studena. Polotovarom pre prietlačky bola rúrka Cu 99,9 s rozmerom ϕ6x0,5 mm a dĺžkou 11 mm, vyplnená spájkou Sn60Pb40. Prietlačky v tvare „T“ boli vyrábané dvomi spôsobmi. Na optimalizáciu, voľbu vhodného tvárniaceho procesu a návrh geometrie funkčných častí tvárniaceho nástroja, umožňujúcu použiť len jednu tvárniacu operáciu pretlačovania, bola zvolená simulácia v prostredí softvéru ANSYS.
Simulácia a optimalizácia procesu
Výsledkami simulácií sú veľkosti napätí, pretvorení a rôzna geometria tvaru troch navrhnutých spôsobov tvárnenia hlavy prietlačkov spojovacích elementov. Úlohou bolo dosiahnuť prietlačky bez chýb povrchového plášťa z Cu rúrky bez nežiaducich zvlnení a preložiek. Polotovar na výrobu bimetalických spojovacích elementov tvorí rúrka vyplnená spájkou. Pri voľbe materiálovej kombinácie bol navrhnutý plášť z 99,9 % Cu s vonkajším priemerom Ø d = 6 mm a hrúbkou steny s = 0,5 mm. Jadro tvorila spájka Sn60Pb. Rúrka vyplnená spájkou bola delená na dĺžku h = 9 mm na zabezpečenie požadovaného tvaru a rozmeru elementu.
Metódy tvárnenia hlavy prietlačku
Tvorba hlavy prietlačku sa môže realizovať viacerými spôsobmi. Prvým spôsobom výroby bolo ubíjanie v uzavretej lisovnici - prietlačnica a vyhadzovač (dno prietlačnice) boli pevné, hlava prietlačku bola ubíjaná plynulým pohybom prietlačníka zhora nadol. Tvar čela prietlačníka zodpovedá požadovanému tvaru hlavy prietlačku. Tento spôsob však vzhľadom na použitie jednej operácie viedol k vzniku chýb v pretvorenej oblasti, ako sú preložky a excentricita plášťa.
Na odstránenie chýb prietlačkov bol zvolený spôsob, ktorý umožnil dosiahnuť požadovaný tvar na jednu tvárniacu operáciu bez ich vzniku. Alternatívny spôsob využil dopredné pretlačovanie v uzavretej lisovnici. Prietlačnica s prietlačníkom sú pevné (tvar čela prietlačníka zodpovedá požadovanému tvaru hlavy prietlačku) a vyhadzovač s rovným čelom, slúžiaci ako spodný lisovník, sa pohybuje zdola nahor, pričom tvárni polotovar. Okrajovou podmienkou pre simuláciu tvorby hlavy elementu bol zjednodušený model geometrie nástroja. Odstránenie preložiek a excentricity plášťa na prietlačkoch bolo riešené voľbou rôznej geometrie čela lisovníka usmerňujúceho tok materiálu, ako aj vzájomným pohybom jednotlivých častí - polotovaru a nástroja pri tvorbe hlavy elementu. Pri navrhovanom a overenom procese sa pohyboval polotovar proti lisovníku tvoriaceho hlavu elementu. Čelo lisovníka bolo ploché, konkávne pod uhlom +10°, alebo konvexné pod uhlom -10°.
Výsledky simulácie a experimentov
Na simuláciu napätí, pretvorení bimetalu, celkových pretvorení a vzhľadu prietlačku bol použitý softvér ANSYS R18.2. Okrajovými podmienkami boli, okrem geometrie nástroja, aj napäťovodeformačné vlastnosti materiálov. Veľkosť a rozloženie vzniknutých napätí pri vytváraní hlavy elementu je zdokumentovaná. Aby bola dokonale vyplnená dutina lisovnice v rohoch, sú podľa simulácie potrebné napätia do 836 MPa. V simuláciách sa neprejavili náznaky vzniku preložiek a rozloženie napätí je osovo symetrické. Priebeh napätí pre jednotlivé tvarové alternatívy v závislosti na zdvihu a čase pohybu lisovníka je kľúčový pre optimalizáciu.
Spojovacie elementy boli tvárnené na nástroji s vymeniteľnými lisovníkmi tvarujúcimi rôzne hlavy elementov na hydraulickom lise DP1600 pri maximálnej tvárniacej sile 31 kN. Rýchlosť lisovania bola cca 2,7 mm.s-1. Bolo použité mazivo Molyslip MWF určené pre tvárniace operácie vytvárajúce ochranný povlak molysulfidu MoS. Makroskopická analýza rezov prietlačkov bola orientovaná na pretvorenie plášťa, tvorbu preložiek a symetrickosť. Nie sú viditeľné žiadne zásadné chyby v podobe preložiek a prelisov. Prietlačky majú symetrický tvar. V jadre spájky nie sú dokonca ani žiadne výrazné chyby v podobe nečistôt a pórov.
Vlastnosti materiálov bimetalického spojovacieho elementu
Okrajovými podmienkami pre simuláciu tvárnenia hlavy elementu boli napäťovo-deformačné vlastnosti oboch materiálov bimetalického polotovaru. Získané boli statickou skúškou v ťahu na stroji INSTRON 1195. Namerané a vypočítané hodnoty sú zhrnuté v tabuľke.
| Materiál | Medza klzu (MPa) | Medza pevnosti (MPa) | Predĺženie (%) |
|---|---|---|---|
| Cu 99,9 | 60 | 220 | 45 |
| Sn60Pb40 | 30 | 50 | 30 |
Technológie spájania plechových výliskov
Pri výrobe preplátovaných spojov na nosných konštrukciách automobilov, kde je potrebné spájať napr. výlisky vyrobené z ocele s výliskami z hliníkovej zliatiny, našla uplatnenie technológia REW (Resistance Element Welding). Ide o špecifické spájanie materiálov s výrazne rozdielnou teplotou tavenia, kedy nie je možné aplikovať štandardné technológie tavného zvárania.
Resistance Element Welding (REW)
Princíp technológie REW spočíva v použití spojovacieho elementu v tvare písmena „T“ s valcovým driekom a hlavou, prostredníctvom ktorého je priamym odporovým ohrevom vytvorený preplátovaný spoj horného plechu s otvorom so spodným plechom. Element môže byť vyrobený z ocele alebo z Al zliatiny. Nepriaznivým javom môže byť (najmä pri elemente z Al zliatiny) tvorba rozstreku materiálu spojovacieho elementu počas odporového ohrevu, ktorý zhoršuje funkčné aj estetické vlastnosti spoja.

Resistance Element Soldering (RES)
Spájanie plechových výliskov vyrobených v materiálovej kombinácii Fe-Fe, Fe-Al ako aj Fe-PMMA a Al-PMMA je možné realizovať metódou Resistance Element Soldering (RES). Alternatívnym riešením pri vytváraní niektorých preplátovaných spojov materiálov s výrazne odlišnou teplotou tavenia (teplotného rozkladu), ako napr. pozinkovaný oceľový plech s termoplastom, môže byť technológia RES (Resistance Element Soldering), kde sa používa bimetalický spojovací element. Ten pozostáva z plášťa, ktorý zabezpečí spoj s horným dielom kombináciou silového a tvarového účinku, a z jadra vyrobeného z mäkkej spájky. K spojeniu medzi čelom spojovacieho elementu a plechom tak nedochádza mechanizmom tavného zvárania, ale spájkovania. Nižší tepelný príkon pri spájkovaní umožňuje na jednej strane spájanie materiálov s nízkou teplotou tavenia, resp. tepelného rozkladu.
Dizajn a výroba nástrojov pre lisovanie
Budovanie špičkového systému náradia je ako velenie viacerým vojenským divíziám: začína sa dôkladným strategickým plánovaním, pokračuje taktickou realizáciou zameranou na presnosť a napokon prináša úplnú hodnotu na výrobnej linke. Toto je fáza, kde sa “duša” náradia formuje. Tu sa už určuje až 90 % nákladov, kvality a efektívnosti. Aj najmenšie prehliadnutie v tomto bode sa môže neskôr znásobiť na katastrofu.
Krok jedna: Analýza návrhu z pohľadu vyrobiteľnosti (DFM)
Ešte predtým, než sa nakreslí prvá čiara, “vojna” sa už začala. Keď máte výkres produktu, osvojte si pohľad najprísnejšieho kritika: Skrýva tento prvok riziko prasknutia? Sú tolerancie nad ekonomickými hranicami procesov lisovania? Vydrží materiál také zložité ohyby?
Krok dva: Definovanie plánu procesu a rozloženia pásu
Toto je “bojový plán” návrhu. Určuje výrobnú cestu súčiastky: Použijete jednooperačné formy pre postupný prístup, alebo progresívnu formu pre automatizované zefektívnenie? Najskôr raziť a potom ohýbať, aby sa zabránilo deformácii otvorov - alebo naopak?
Krok tri: Výpočet raziacej sily a stredu tlaku
Týmto sa náradie priraďuje k správnemu “podvozku” (lisovaciemu stroju). Presne určte celkovú tonáž pre všetky operácie a ponechajte bezpečnostnú rezervu 20-30 %.
Krok štyri: Návrh hlavných pracovných komponentov
Tu sa začína remeselná tvorba “prvých línií” - razníkov, matric, pridržiavačov plechu.
Krok päť: Návrh konštrukcie a vodiaceho systému
Vybudujte robustnú “kostru” a presný “navigačný systém” pre pracovné komponenty - zostavy foriem, vodiace kolíky a puzdrá, vyhadzovacie dosky.
Krok šesť: Vytvorte úplne zostavený 3D digitálny model
Pomocou softvéru CAD zostavte stovky alebo dokonca tisíce dielov do kompletného digitálneho dvojčaťa.
Krok sedem: Vygenerujte 2D technické výkresy
Z overeného 3D modelu vytvorte úplne podrobné výkresy dielov pre všetky neštandardné komponenty.
Materiály a obrábanie pre lisovacie nástroje
Ak je dizajn dušou nástroja, potom materiály a obrábanie sú jeho pevnou, odolnou kostrou. Výber materiálu pre nástroj je jemné vyvažovanie medzi cenou, trvácnosťou a výkonnosťou.
Typy nástrojových ocelí a ich vlastnosti
| Typ materiálu | Kľúčové výhody | Kľúčové nevýhody | Primárne aplikácie |
|---|---|---|---|
| Uhlíková nástrojová oceľ (napr. T10A) | Mimoriadne nízke náklady, jednoduché obrábanie | Nízka tvrdosť, slabá odolnosť proti opotrebeniu, veľká deformácia po kalení | Prototypy v malých sériách, nízkopresné strihacie nástroje, jednoduché tvárniace nástroje. |
| Zliatinová nástrojová oceľ (napr. D2, SKD11) | Najlepší pomer ceny a výkonu; vysoká tvrdosť, vynikajúca odolnosť proti opotrebeniu, minimálna deformácia po tepelnom spracovaní | O niečo menej húževnatá než rýchlorezná oceľ, stredná cena | Široko používaná. Strihacie, ohýbacie a za studena vytláčacie nástroje pre stredne až veľkosériovú výrobu. |
| Rýchlorezná oceľ (napr. M2, SKH-51) | Výnimočná červená tvrdosť (udržuje tvrdosť pri vysokých teplotách), vynikajúca húževnatosť | Relatívne drahá | Razníky pre vysokorýchlostné strihanie a pre vysokopevné alebo hrubšie materiály. |
| Oceľ vyrábaná práškovou metalurgiou (PM ocele) | Rovnomerná, bezchybná mikroštruktúra; dokonalá rovnováha húževnatosti a odolnosti proti opotrebeniu | Drahé | Presné nástroje vyžadujúce mimoriadne dlhú životnosť a odolnosť voči vyštiepaniu. |
Metódy obrábania
- High-Speed Machining (HSM): “Predvoj” pri výrobe foriem.
- Sinker EDM: “Sochár” komplexných dutín.
- Heat Treatment: “Alchýmia”, ktorá odomyká potenciál materiálu. Viac než len zahrievanie - je to veda presnej kontroly teploty a času na reštrukturalizáciu mikroštruktúry ocele. Špičková kombinácia vákuového tepelného spracovania, kryogénneho procesu a viacerých cyklov popúšťania môže eliminovať vnútorné napätie, vytvoriť jemné, rovnomerne rozptýlené karbidy a dosiahnuť ideálnu rovnováhy pevnosti a húževnatosti.
- Surface Coatings: Oblečenie formy do “nanosúpravy brnenia”.
Údržba lisovacích nástrojov a spojok
Maximálna úroveň údržby matríc nespočíva v tom, ako rýchlo dokážete opraviť - ale v odstránení potreby opráv úplne. Pravidelná kontrola lisovacích nástrojov a spojok lešenia je rozhodujúca pre identifikáciu potenciálnych problémov skôr, ako sa vystupňujú. Hľadajte praskliny, deformácie alebo koróziu na povrchu spojok.
- Pravidelná kontrola: Pravidelná kontrola je rozhodujúca pre identifikáciu potenciálnych problémov skôr, ako sa vystupňujú.
- Čistenie: Pravidelné čistenie je dôležité, aby sa zabránilo hromadeniu nečistôt a nečistôt, ktoré môžu ovplyvniť výkon.
- Údržba opotrebiteľných dielov: Časti podliehajúce opotrebovaniu, ako sú skrutky, podložky a matice, vyžadujú pravidelnú údržbu a výmenu.
- Mazanie: Správne mazanie je nevyhnutné pre bezproblémovú prevádzku.
- Pravidelný servis: Pravidelný servis je dôležitý pre zabezpečenie optimálneho výkonu.
tags: #lisovanie #plechu #na #postupovom #lise #spojka