Ohýbanie plechu je základný proces v kovovýrobe, ktorý zahŕňa trvalú deformáciu materiálu do požadovaného tvaru a smeru. Tento proces je kľúčový pre premenu plochých plechov na funkčné komponenty pre rôzne odvetvia. Správne vykonané ohýbanie zaisťuje štrukturálnu integritu, estetiku a funkčnosť finálnych dielov. Na dosiahnutie tohto cieľa je nevyhnutné pochopiť kľúčové faktory, ako je polomer ohybu, kompenzácia ohybu a K-faktor, ktoré výrazne ovplyvňujú presnosť a kvalitu ohýbaných plechových výrobkov.

Pochopenie procesu ohýbania a základné výpočty
Ohýbanie je technologická operácia, pri ktorej dochádza k trvalej deformácii materiálu. Vhodným využitím sily a ohybového momentu sa dosiahne požadovaná zmena tvaru bez podstatnej zmeny základného prierezu ohýbaného materiálu. Materiál na vonkajšej strane sa naťahuje a na vnútornej strane stláča. Ohýbanie môže byť jednoduché alebo môže pozostávať z jednotlivých krokov a kombinácií ohybov v tvare písmena V a U. Väčšinou sa ohýba za studena, v prípade hrubých materiálov sa ohýba za tepla.
Pred návrhom dielu a určite pred začatím rezania polotovarov musíme presne vedieť, aký otvor do V použijeme na ohýbanie dielu na ohraňovacom lise. Polomer získaný na ohnutej časti ovplyvňuje dĺžku, na ktorú musíme túto časť odrezať (pred ohýbaním). Polomer získaný ohybom závisí na 99% od otvoru V, s ktorým sa rozhodneme pracovať. Znalosť pomeru ir/t pomáha zistiť, ako tesne je možné ohýbať kov, než praskne. Väčšina dielní zistila, že mäkká oceľ funguje dobre s pomerom približne 1 ku 1, ale nehrdzavejúca oceľ vyžaduje niečo bližšie pomeru 2 ku 1, ak chcú predísť únavovým trhlinám.
Výpočet prídavku na ohyb (BA) a K-faktora
Dobré ovládanie ohybových rádií začína pochopením toho, čo sa nazýva ohybová prirážka, alebo skrátene BA. Táto hodnota v podstate meria, koľko materiálu sa spotrebuje pri ohybe. Používa sa nasledujúci vzorec:
Povolenie ohybu (BA) = Uhol * (π / 180) * (Polomer + K-faktor * Hrúbka)
Vzorec berie do úvahy viaceré faktory, vrátane samotného ohybového uhla (Β), rozmeru vnútorného polomeru (iR), hrúbky materiálu (S) a K-faktora, ktorý súvisí s posunom neutrálnej osi počas ohybu. Podľa výskumu zverejneného vlani v oblasti výroby, dielne, ktoré skutočne vypočítajú svoje ohybové prirážky namiesto odhadovania, ušetria medzi približne 18 % až 22 % materiálu v porovnaní so starými metódami pokusov a omylov.
K-faktor: jemné doladenie výpočtov
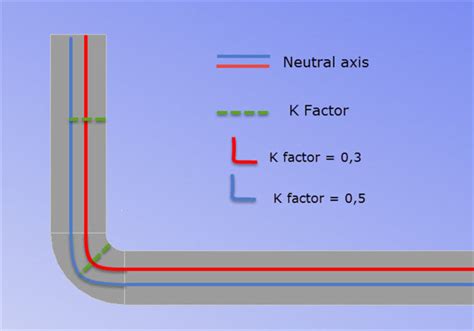
Pri ohýbaní na ohraňovacom lise sa vnútorná časť plechu stlačí, zatiaľ čo vonkajšia sa vysunie. To znamená, že existuje časť listu, kde vlákna nie sú ani stlačené, ani predĺžené. Túto časť nazývame „neutrálna os“. Vzdialenosť od vnútornej strany ohybu k neutrálnej osi je to, čo nazývame K-faktor. Táto hodnota prichádza s materiálom, ktorý kupujeme, a nie je možné ju zmeniť. Táto hodnota je vyjadrená v zlomkoch. Čím menší je K-faktor, tým bližšie bude neutrálna os k vnútornému polomeru plechu.
K-faktor ovplyvňuje náš rozvinutý blank. Nie toľko ako polomer dielu, ale môžeme si to predstaviť ako jemné dolaďovacie výpočty pre polotovary. Čím menší je K-faktor, tým viac materiálu sa roztiahne a teda „vytlačí“, čo znamená, že naša noha bude „väčšia“. Väčšinu času môžeme odhadnúť a upraviť K-faktor pri dolaďovaní našich výpočtov slepého pokusu. Všetko, čo musíme urobiť, sú nejaké testy (na zvolenom otvore V) a zmerať polomer dielu. V prípade, že potrebujete určiť presnejší K-faktor, nižšie je výpočet na určenie presného K-faktora pre váš ohyb.
Vplyv polomeru ohybu na polotovary a konečný produkt
Polomer ohybu v podstate označuje, ako veľmi je ohybná kovová súčiastka zakrivená, a meria sa od stredovej osi smerom nadol k miestu, kde materiál začína smerovať dovnútra. Správne určenie tohto parametra má významný vplyv z viacerých dôvodov. Súčiastky musia mať primeranú štrukturálnu pevnosť, musia odolávať namáhaniu bez poškodenia a mali by odolávať opotrebeniu v priebehu času.
Ak sa zvolí nesprávny polomer ohybu, môže dôjsť k negatívnym dôsledkom. Ak je zakrivenie príliš tesné, najmä pri vysokouhlíkových oceliach, podľa štandardov výroby z roku 2023 existuje pravdepodobnosť vzniku trhlín až 66 %. Na druhej strane, ak je ohyb príliš široký, súčiastka stráca na pevnosti a celkovo je menej efektívna. Záverom, správna voľba polomeru ohybu nie je len otázkou dodržania špecifikácií, ale ovplyvňuje aj funkčnosť súčiastok po ich inštalácii do reálnych zariadení.
Väčší polomer „tlačí“ nohy našej časti smerom von, čím vzniká dojem, že polotovar bol vyrezaný „príliš dlho“. Menší polomer bude vyžadovať polotovar, ktorý musí byť vyrezaný „trochu dlhšie“, ako keby bol polomer väčší. Na technickom výkrese sa polomer ohybu môže javiť len ako nenápadná oblúková poznámka. Avšak v účtovnej závierke spoločnosti je to neviditeľný strážca zisku. Väčšina katastrofických zlyhaní pri výrobe z plechu - od zle zarovnaných zváracích prípravkov až po celé dávky vyradených dielov - zriedka pochádza zo zložitej logiky montáže. Skôr vznikajú zo základného nepochopenia reťazovej reakcie “polomer - rozvinutý tvar - tolerancia”.
Hrúbka materiálu a jej vplyv na polomer ohybu
Hrúbka materiálu (T) priamo ovplyvňuje optimálny vnútorný polomer ohybu (Ir), často určovaný podľa pravidla 1T, kde Ir sa rovná T pre ideálne výsledky. Dodržiavanie týchto pokynov podporuje stálu uhlovú presnosť v rozsahu ±0,5° pri CNC riadených operáciách. Moderné CNC lisy dosahujú presnosť Ir/T v rámci ±0,1T pomocou kompenzácie uhla v reálnom čase, čo umožňuje spoľahlivú opakovateľnosť pri výrobe z rôznych materiálov.
Keď hrúbka plechu nie je vo všeobecnosti väčšia ako 6 mm, pri ohýbaní môže vnútorný polomer ohýbania plechu priamo použiť hrúbku plechu ako polomer. Keď je hrúbka dosky väčšia ako 6 mm a menšia ako 12 mm, polomer ohybu dosky je vo všeobecnosti 1,25 až 1,5 násobok hrúbky dosky. Keď hrúbka dosky nie je menšia ako 12 mm, polomer ohybu dosky je vo všeobecnosti 2 až 3-násobok hrúbky dosky. Ak je požadovaná veľkosť polomeru väčšia alebo menšia ako hrúbka dosky, je potrebné ju spracovať špeciálnou formou. Pri ohýbaní 90 stupňov, keď je polomer ohybu obzvlášť malý, plech by mal byť najskôr drážkovaný a potom ohnutý. Môže tiež spracovať špeciálnu formu ohýbacieho stroja, hornú formu a spodnú formu.
Vlastnosti materiálov a ich správanie pri ohýbaní
Potrebný polomer ohybu sa medzi rôznymi materiálmi dosť líši, pretože sa pri ohybe nechávajú rovnako. Napríklad nízkouhlíková oceľ dokáže zvládnuť pomerne tesné ohyby, zvyčajne okolo 0,8 až 1,5 násobok hrúbky materiálu. Nehrdzavejúca oceľ však vypráva iný príbeh. Tu obvykle potrebujeme väčšie polomery, niekde medzi 2 až 4 násobkom hrúbky, inak je dosť veľká šanca, že sa počas procesu vytvoria trhliny. Hliník sa nachádza niekde medzi týmito extrémami. Väčšina hliníkových zliatin funguje dobre s polomermi v rozsahu približne 1 až 3 násobok hrúbky, ale to veľmi závisí od toho, ako je daná zliatina kalená. Keďže tieto vlastnosti sa medzi materiálmi veľmi líšia, dielne potrebujú špecifické postupy pre každý typ, ak chcú udržať rovnakú kvalitu výsledkov počas výrobných sérií.
Pri hovore o ohybnosti prichádzajú do úvahy dva hlavné faktory: medza klzu a ťažnosť. Materiály s vysokou medzou klzu, ako napríklad nehrdzavejúca oceľ 304, ktorá má približne 215 MPa, sa nedeformujú ľahko. Vďaka tejto vlastnosti vyžadujú oveľa väčšie minimálne polomery ohybu v porovnaní s mäkkou oceľou pri podobnej hrúbke. Mäkká oceľ má v skutočnosti medzu klzu okolo 170 MPa, ale to kompenzuje lepšou ťažnosťou. Napríklad mäkká oceľ vydrží tesnejšie ohyby v porovnaní s hliníkom. Pri hrúbke 3 mm mäkká oceľ ponúka približne 40 % predĺženie, zatiaľ čo hliník poskytuje iba okolo 15 %. Tento rozdiel znamená, že výrobcovia môžu dosiahnuť polomery ohybov približne o 30 % menšie pomocou mäkkej ocele, než začnú vznikať trhliny počas procesu ohýbania. Tento 150-%-ný nárast požadovaného polomeru pri nehrdzavejúcom oceli zdôrazňuje význam úpravy nástrojov a tolerancií v závislosti od správania materiálu v produkčných podmienkach.
Typy ohýbania plechu a ich vybavenie
Na ohýbanie plechu sú k dispozícii rôzne stroje. Najpopulárnejším typom zariadenia, ktoré sa zvyčajne nachádza v malých strojárňach, je ohraňovací lis. Dá sa ovládať manuálne alebo pomocou počítačového numerického riadenia (CNC) a hydraulického systému. Oba stroje fungujú na rovnakých princípoch, ale skúsenosti operátora sa líšia.
Medzi bežné techniky ohýbania plechu patria:
- V-ohýbanie: Najpopulárnejšia technika ohýbania plechu. Metóda v-ohýbania používa razidlo a matricu v tvare V na ohýbanie kovu v požadovaných uhloch. Obrobok z plechu je vtlačený do drážky v tvare písmena V lisovníkom v tvare V, čím sa vytvorí plech s rôznymi uhlami ohybu.
- Ohýbanie vzduchom: Podobne ako pri technike ohýbania do V, aj pri ohýbaní vzduchom sa na ohýbanie plechu používa razník a matrica v tvare V. Dierovač v technike vzduchového ohýbania nevtláča plech na dno dutiny, čím umožňuje väčšiu kontrolu nad uhlom ohybu a zaručuje presnejší výsledok vďaka menšiemu odpruženiu.
- Ohýbanie rotačným ťahaním: Proces zahŕňa upnutie plechu na otočnú matricu a ťahanie kovu okolo matrice, aby sa vytvoril tvar, ktorého polomer zodpovedá požadovanému polomeru ohybu.
- Ohýbanie valcov: Plech je možné ohýbať do zvitkov, rúrok, kužeľov alebo zakrivených tvarov pomocou súprav valcov, ktoré podávajú a ohýbajú kovový materiál do požadovaného zakrivenia. Je výhodné na výrobu extrémne dlhých plechových komponentov.
- Ohýbanie utierok: Technika ohýbania stieraním využíva prítlačnú podložku na pridržiavanie plechu proti utierkovej matrici. Okraj listu, ktorý vyčnieva za matricu a prítlačnú podložku, je potom razníkom nútený ohnúť sa cez koniec matrice.
Nástroje a stroje pre ohýbanie
Na presné a vynikajúce výsledky pri ohýbaní plechu musíte použiť špecializované nástroje. Tri bežné základné nástroje na ohýbanie plechu sú hydraulické ohýbačky, ručné ohýbačky a nožnice.
- Hydraulická CNC ohýbačka: Sofistikovanejší nástroj na ohýbanie plechov s hydraulickým systémom a digitálnym riadiacim systémom. Je ideálny pre veľké výrobné spoločnosti vyrábajúce veľké plechové diely.
- Ručné skladacie stroje: Plech sa zvyčajne ohýba pomocou ručného ohýbacieho (alebo skladacieho) stroja. Bežne sa používa na priame ohyby a je vhodný pre malé strojárske podniky.
- Nožnice: Používajú sa na rozdelenie plechu na kusy a vyrezávanie presných geometrických tvarov pred ohýbaním.
Kompenzácia pružného návratu a ďalšie výzvy
Pružný návrat je nevyhnutný fyzikálny zákon elastickej deformácie - čím väčší je polomer ohybu, tým väčší je návrat. Po odľahčení ohýbacej sily sa materiál vráti o určitý uhol. Tento uhol sa nazýva uhol odpruženia a je nutné s ním pri ohýbaní počítať. Znamená to, že ohýbaný materiál sa na dosiahnutie požadovaného rozmeru musí prehnúť viac o uhol odpruženia. Tento uhol je závislý od vlastností samotného materiálu.
Pri voľnom ohýbaní sú z dôvodu pružného návratu zvyčajne potrebné polomery o 15-20 % väčšie ako pri razení. Pružný návrat ostáva hlavnou výzvou pri voľnom ohýbaní, ktorá spôsobuje odchýlky polomeru až do 12 % u mäkkej ocele (Srinivasan et al., Int. J. Mater. Eng. Innov. 2013). Vysokopevnostná oceľ (Domex/Hardox) vykazuje mimoriadne výrazné spätné odpruženie 5°-15°. Keď nastane spätné odpruženie, nielenže sa uhol ohybu otvorí, ale vnútorný polomer sa tiež zväčší.
Techniky kompenzácie pružného návratu
- Korekcia uhla: Najjednoduchší prístup - použiť ostrejší uhol matrice (napr. 88° pre 90° ohyb).
- Ohýbanie do dna (Bottoming): Táto variácia ohýbania v tvare V tiež rieši problém s pružinou. Po ohnutí to znamená vyvinutie dodatočnej sily cez hrot razidla na deformáciu plechu v oblasti ohybu. Bottoming poskytuje presnú kontrolu nad uhlom ohybu, rovnako ako ohýbanie vzduchom.
- Laserová korekcia uhla (LCS/IRIS): Najdokonalejší nástroj na kompenzáciu variácií pružného návratu. Senzory neustále merajú uhol ohybu v reálnom čase (presnosť až ±0,1°) a automaticky upravujú hĺbku berana.
- Adaptívna databáza: Vytvorte vyhradenú knižnicu materiálov, ktorá ukladá korekčné údaje z každého cyklu, čím sa optimalizuje presnosť budúcich ohybov.
Časté chyby pri ohýbaní a ako sa im vyhnúť
- Nesprávne poradie ohybov: Ohyby sa musia plánovať dopredu tak, aby bolo možné súčiastku vložiť medzi prizmu a nôž.
- Nevhodné nastavenie parametrov: Sila prítlaku je zbytočne veľká a dochádza k otlačeniu noža v ohýbanom materiáli.
- Materiál nevhodný na ohýbanie: Krehký materiál sa láme prípadné trhá na vonkajšej hrane.
- Nerešpektovanie orientácie vlákien materiálu: Vlastnosti materiálu sú ovplyvnené už pri jeho výrobe. Napríklad valcovaný plech má iný uhol odpruženia pri ohybe v závislosti od orientácie jeho vlákien. Ohýbanie pozdĺž vlákien je veľmi rizikové, pretože napätie sa hromadí pozdĺž hraníc vlákien, čo výrazne zvyšuje pravdepodobnosť roztrhnutia. Ak sa ohýbanie rovnobežné s vláknami nedá vyhnúť kvôli rozloženiu, zväčšiť polomer ohybu (aspoň 1.5T~2.5T) alebo lokálne žíhať materiál.
- Vyhnite sa ohýbaniu do ostrého vnútorného rohu: Vnútorné napätie sa zvyšuje, keď sa vnútorné rohy prudko ohýbajú. Aj keď je kov ťažný a kujný, je náchylný na praskanie.
Moderné techniky a optimalizácia procesov
Posun od “odhadov” a “metódy pokus-omyl” znamená zlom v modernej výrobe plechových dielov. Vo svete presného strojárstva by polomer ohybu nikdy nemal byť otázkou náhody - je to inžinierska premenná, ktorú možno presne vypočítať, predpovedať a kontrolovať.
Optimalizácia výberu nástrojov
Na dielenskej úrovni mnohé problémy, ako napríklad neovládateľné polomery ohybu, praskanie alebo nestabilné uhly, často nevyplývajú z nedostatku zručnosti obsluhy, ale zo zlej zhody medzi voľbou nástroja a vlastnosťami materiálu. Mnohé dielne sa prísne držia jednoduchého pravidla “V = 8T” (šírka V-matrice sa rovná osemnásobku hrúbky plechu). Hoci to funguje pre stredne hrubú nízkouhlíkovú oceľ, takýto prístup „jedna veľkosť pre všetkých“ sa stáva problematickým pri práci so zložitými materiálmi alebo náročnými polomermi.
Šírka otvoru vložky má vplyv na správnosť polomerov ohybov. Podľa štúdií uvedených v najnovšej správe Tooling Efficiency Report z roku 2024, ak výrobcovia použijú vložky s otvorom, ktorý je približne 8 až 10-krát širší ako hrúbka materiálu, dosiahnu zlepšenie konzistentnosti ohybov až o štvrtinu v porovnaní s úzkymi alebo pevnými vložkami. Úzke vložky síce umožňujú tesnejšie ohyby, čo môže byť výhodné pre niektoré projekty, no vždy hrozí riziko deformácie, najmä pri spracovaní hrubších kovov alebo vysokopevnostných zliatin. Na druhej strane, použitie širších vložiek pomáha zmierniť problémy so spätným pružením. To je dôležité najmä pri spracovaní nehrdzavejúcich ocelí alebo iných materiálov známych tým, že sa po tvárnení vracajú späť. Použitie vysokokvalitnej nástrojovej ocele znižuje opotrebenie o 50 % v porovnaní so štandardnými alternatívami (štúdia trvanlivosti materiálov z roku 2023).
Integrované monitorovanie a kontrola kvality
Do roku 2025 už normy kontroly kvality nebudú umožňovať spoliehanie sa na posuvné meradlá pri následných kontrolách. Piezoelektrické alebo fotoelektrické senzory sú zabudované na kritických miestach vnútri nástroja na sledovanie odstraňovania odpadu a polohy pásu. Systémy ako Profile360 generujú priečne skenovanie profilov v reálnom čase, podobne ako CT sken. Počas pohybu piestu smerom nadol lasery v reálnom čase merajú skutočný uhol ohybu po spätnom odpružení, pričom údaje odosielajú späť do CNC systému na automatickú sekundárnu kompenzáciu.
Štatistické stratégie kontroly: Pri kontinuálnej vysokorýchlostnej výrobe je kontrola 100 % nereálna. Namiesto toho by sa mala zaviesť kontrola na základe vzorkovania. Upozornenie: Ak dodávateľ tvrdí: “Nepotrebujeme CPK; robíme úplnú manuálnu kontrolu,” považujte to za varovný signál. Pri hromadnej výrobe môže manuálna kontrola viesť k chybám.
| Hodnotiaci rozmer | Ohýbanie na lise | Lisovanie | Tvarovanie valcovaním |
|---|---|---|---|
| Flexibilita tvaru | Lineárne obmedzené. Dokáže spracovať len priame ohyby. | Všestranný šampión. Podporuje ťahanie, lemovanie, prelisy a zložité 3D voľné tvary. | Obmedzený prierez. Možné sú iba konštantné profily. |
| Schopnosť dodržať toleranciu | ±0,3 mm. Silno závislá od zručnosti operátora a rovinnosti plechu. | ±0,1 mm. Postupové nástroje s kalibráciou vo forme poskytujú výnimočnú konzistenciu. | ±0,2 mm (prierez); ±1,0 mm (dĺžka). Silno závislá od presnosti rezu. |
| Hrúbka materiálu | Mimoriadne všestranné. Ľahko zvláda plechy hrúbky od 0,5 mm do 25+ mm. | Bežne 0,4-6 mm. Nad 6 mm prudko rastie potrebná lisovacia sila aj náklady. | Typicky 0,3-8 mm. Vyniká pri tvárnení ultravysokopevnostných ocelí. |
| Náklady na ECO | Veľmi nízke. Zvyčajne vyžaduje iba preprogramovanie CNC alebo zmenu segmentov formy. | Veľmi vysoké. Úpravy formy ovplyvňujú celú zostavu. | Extrémne vysoké. Dizajn valcov si vyžaduje opakovanú validáciu. |
| Dodacia lehota nástrojov | Agilná reakcia (1-3 dni). | Dlhé čakanie (8-16 týždňov). | Veľký záväzok (12-24 týždňov). |
tags: #ohranovanie #1mm #plechu #polomer #ohybu