Identifikácia oceľových plechov je systematický proces, ktorý využíva rôzne metódy a symboly na jasné sprostredkovanie množstva informácií o platni vrátane jej materiálu, hrúbky, typu a použitia. Tento proces je kľúčový pre správny výber a spracovanie materiálu v rôznych priemyselných odvetviach. V nasledujúcich častiach sa pozrieme na jednotlivé aspekty tejto identifikácie, ako aj na výzvy, ktoré prináša presnosť pri práci s plechmi.
Základné metódy identifikácie oceľového plechu
Na identifikáciu oceľových plechov sa používajú rôzne prístupy, od jednoduchého označenia hrúbky až po komplexné kódy materiálu a špecifikácií.
Identifikácia hrúbky
Identifikácia hrúbky je najzákladnejšou formou identifikácie oceľového plechu. Označuje hrúbku plechu, ktorá sa vo všeobecnosti vyjadruje v milimetroch (mm) alebo centimetroch (cm). Bežné vyjadrenia sú "X,XXmm" alebo "X,Xcm", kde "X" znamená hrúbku oceľového plechu. Je dôležité poznamenať, že aj pri zdanlivo jednoduchom označení hrúbky, ako je napríklad systém "gauge", môžu nastať komplikácie, ktoré si vyžadujú podrobnejšie pochopenie.
Identifikácia typu a materiálu
Identifikácia typu poskytuje podrobnejšiu, presnejšiu a komplexnejšiu metódu identifikácie, ktorá zahŕňa informácie, ako je trieda oceľového plechu, materiál, špecifikácie a normy prevedenia. Napríklad v Číne sa zvyčajne vyjadruje vo formáte „Stupeň (Materiál) + Špecifikácie + Štandard prevedenia“. Príkladom je označenie „Q235B 10×1500×6000 GB/T 3274-2007“, ktoré predstavuje oceľový plech s kvalitou Q235B, špecifikáciami 10 mm × 1 500 mm × 6 000 mm a normami vyhotovenia GB/T 3274-2007.
Pri identifikácii materiálu sa často využívajú:
- Symboly chemických prvkov: Používajú sa na označenie obsahu rôznych chemických prvkov v oceľovom plechu. Napríklad Fe predstavuje železo, C predstavuje uhlík a Si predstavuje kremík.
- Čísla: Slúžia na označenie obsahu chemických zložiek v oceľovom plechu. Príkladom je „20“ predstavujúce obsah uhlíka 0,2 % a „35“ predstavujúce obsah uhlíka 0,35 %.
- Písmená: Zohrávajú dôležitú úlohu pri identifikácii materiálov oceľových platní, často súvisiacich s aplikáciou alebo charakteristikami platní. Napríklad P môže znamenať, že oceľový plech je pre tlakové nádoby, S znamená, že je určený pre kotly a E znamená, že je vhodný na zváranie. Tieto písmená poskytujú dôležitý návod na výber a použitie oceľových dosiek.
- Kódy farieb: Používajú sa na rozlíšenie oceľových plátov rôznych materiálov alebo charakteristík nanesením špecifických farebných pruhov alebo značiek na povrch plátu.
Identifikácia aplikácie
Identifikácia aplikácií kategorizuje oceľové plechy podľa príležitostí a požiadaviek na spracovanie, na ktoré sa používajú, pričom na ich znázornenie používa rôzne identifikačné metódy. Bežné označenia aplikácií zahŕňajú konštrukčné oceľové plechy, lodné oceľové plechy, mostové oceľové plechy a automobilové oceľové plechy.
Špeciálne metódy identifikácie
V niektorých špecifických odvetviach alebo scenároch môžu oceľové plechy používať aj špeciálne metódy identifikácie. Napríklad v procesoch inžinierskych stavieb môže identifikácia oceľového plechu používať nízkonapäťovú oceľovú pečiatku, identifikáciu rukopisu, identifikáciu štítkov alebo metódy identifikácie farebného náteru.
Pochopenie hrúbky plechu a jej vplyv na tolerancie
Hoci sa identifikácia hrúbky zdá byť jednoduchá, v praxi prináša mnoho výziev, najmä pokiaľ ide o presnosť a tolerancie. "Gauge" nie je univerzálna jednotka merania - je to historická klasifikácia, ktorá sa líši podľa skupiny materiálov. Napríklad, plech z nehrdzavejúcej ocele hrúbky 10-gaugu má 0,135 palca (približne 3,43 mm), zatiaľ čo hliník hrúbky 10-gaugu meria len 0,102 palca (približne 2,59 mm). Tento rozdiel 0,033 palca (približne 0,84 mm) je šesťkrát väčší než ±0,005" tolerancia, ktorú mnohí inžinieri rutinne uvádzajú v titulných blokoch výkresov.
Dokonca aj v rámci jednej zliatiny továrne umožňujú významnú variáciu hrúbky. Ak surový materiál dorazí s variáciou hrúbky väčšou než je vaše celkové povolené tolerančné rozpätie, diel je v podstate mimo špecifikácie ešte predtým, ako sa ho dotkne prvý laserový impulz. Tieto faktory sú kľúčové pre pochopenie reality výrobného procesu.
| Materiál | Hrúbka (palce) | Hrúbka (mm) |
|---|---|---|
| Nerezová oceľ 10-gauge | 0,135 | 3,43 |
| Hliník 10-gauge | 0,102 | 2,59 |
Výzvy presnosti pri obrábaní a formovaní plechu
Inžinieri príliš často považujú plech za pevný blok hliníka a predpokladajú, že presnosť je len otázkou naprogramovania CNC. Plech však nie je pevný polotovar a jeho správanie pri spracovaní je komplexné. ISO 2768-m pre malé prvky predvolene udáva približne ±0,005″ (0,13 mm), čo je úplne rozumné pri frézovaní pevného bloku hliníka 6061. Avšak pri plechu sa realita mení.
Rozdiel medzi obrábaním a formovaním
Obrábanie odstraňuje materiál; výroba ho preformuje. Keď na tvarovanú súčiastku uvalíte univerzálnu obrábaciu toleranciu, žiadate dielňu, aby zaručila presnú polohu prvku na materiáli, ktorý sa aktívne snaží vrátiť do pôvodného stavu. Aj keď sa použije pokročilé zariadenie ako moderný CNC ohraňovací lis, presnosť je stále riadená správaním zliatiny, stavom nástrojov a postupnosťou ohýbania - a nie iba digitálnymi vstupmi.
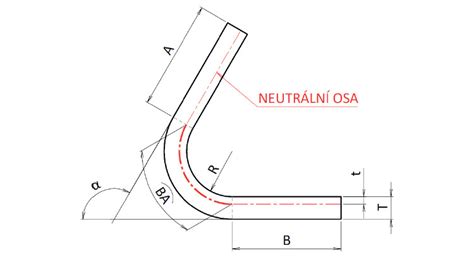
Elastická obnova a spätné pruženie (Springback)
Ohýbanie zavádza významné vnútorné napätie do plechu. Materiál ďalej bojuje proti týmto napätiam ešte dlho po tom, ako opustí ohýbací lis. Každý kov má "pamäť": elastickú obnovu, ktorá nastáva okamžite po uvoľnení tlaku formovania. Raz som bol svedkom, ako junior inžinier požadoval ohyb o 90 stupňov v vysokopevnostnej T1 oceli s toleranciou ±0,5 stupňa. Na ohýbacom lise sme ho vytvarovali, kov sa pod tlakom podvolil - a v okamihu, keď sa razník odtiahol, príruba sa znovu vrátila ako odistená pasca. Keď špecifikujete toleranciu polohy ±0,005" na otvor vytvorený po ohybe, stavíte na to, že elastická obnova sa bude správať identicky zakaždým. Nebude.
Removing Coil Springs Without Spring Compressors
Vplyv tepelnej energie pri rezaní laserom
Keď vláknový laser prechádza cez plech, vlieva koncentrovanú tepelnú energiu do kovu, čím vytvára oblasť ovplyvnenú teplom (HAZ) okolo každého rezu. Kov sa pri zahriatí rozťahuje. Keď plech vychladne, nemusí sa nutne vrátiť do pôvodnej rovinnosti. Lokálne cykly ohrievania a chladenia zavádzajú vnútorné napätia, ktoré spôsobia, že panel sa "prehnutí" alebo zdeformuje ako čips. Na obrazovke CAD vzor otvorov vyzerá bezchybný. V reálnom svete môže tepelná expanzia posunúť tieto otvory až o šestnástinu palca.
Smer vlákien materiálu
Pozorne sa pozrite na plech z nehrdzavejúcej ocele a uvidíte jemné pozdĺžne čiary, ktoré po sebe zanechal valcovací stroj. To je smer vlákien - azda najviac prehliadaná premenná v mnohých konštrukčných kanceláriách. Ohýbanie dielu "v smere vlákien" (paralelne s tými čiarami) je ako skladanie dreva pozdĺž jeho vlákien: ohýba sa ľahšie, ale je náchylnejšie na praskanie a ponúka menší odpor voči spätnému pruženiu. Dielne bežne “rozkladajú” diely na plechu tak, aby znížili odpad, pričom ich otáčajú o 45 alebo 90 stupňov, aby maximalizovali využitie materiálu. Ak je jedna konzola vyrezaná v smere vlákien a nasledujúca proti nemu, tieto dva “identické” diely sa nebudú správať identicky po vytiahnutí z ohýbačky. Plech nie je izotropný - má preferovaný smer stanovený počas valcovania. Opravíte to jasným určením kritického smeru vlákien vo výkresoch, keď diel funguje ako presná pružina alebo štrukturálna súčasť.
Obmedzenia technológií rezania a formovania
Výber technológie rezania a formovania má zásadný vplyv na dosiahnuteľnú presnosť a náklady na výrobu.
Laser, plazma a vodný lúč
Moderný vláknový laser dokáže udržať ±0,005" na profile v tenkom hliníku, vytvára ostrú hranu s minimálnou tepelne ovplyvnenou zónou. Plazmový rezač pri tej istej geometrii môže mať problém udržať ±0,020". V praxi však túto voľbu zriedka kontrolujete. Hrúbka materiálu a geometria dielu určujú proces rezania dávno predtým, ako do hry vstúpia tvoje tolerančné požiadavky. Ak tvoj dizajn vyžaduje polpalcový oceľový plech, práca smeruje na plazmový stôl alebo vodný lúč. Laser nedokáže efektívne prepichnúť a spracovať hrubý plech bez vážneho vyhorieť. Keď je plech na plazmovom stole, oblúk vytvára širšiu reznú drážku a vnáša do okolia značne veľké množstvo tepla. Tepelná rozťažnosť a šírka rezu fyzicky vymazávajú presnosť digitálnej línie. Ak na otvore v polpalcovom plechu uvedieš toleranciu ±0,005", dielňa to nedokáže dosiahnuť samotnou operáciou rezania. Budú musieť predvŕtať pilotný otvor, preniesť ťažký plech na obrábacie centrum a potom otvor vyvŕtať alebo vystrúžiť na konečnú veľkosť.
Akumulácia chýb pri viacnásobnom ohýbaní
Najčastejšia chyba sa prejaví pri krytoch s viacerými ohybmi. Konštruktér predloží zložitý šasi s 12 ohybmi a tesnými polohovými toleranciami medzi otvormi na protiľahlých prírubách. Laser vykoná plochý vzor bezchybne - otvory dokonale kruhové, správnej veľkosti a rozstupu. Zakaždým, keď razník vtlačí plech do V-matice, vnáša sa do systému variabilita. Hrúbka materiálu sa líši, smer vlákien ovplyvňuje tok kovu a zarovnanie obsluhy spôsobuje mikroskopické posuny. Typická ohýbačka dokáže držať uhol ohybu asi na ±0,5 stupňa. Na jednopalcovej prírube tento polstupňový omyl posunie hranu len o niekoľko tisícin. Ale na 12-palcovej vzdialenosti - alebo v prípade štyroch po sebe idúcich ohybov - sa ten istý polstupňový rozdiel nahromadí do významnej polohovej odchýlky. Keď rozmerujete otvor na ohnutej prírube podľa hrany vytvorenej o tri ohyby skôr, preberáte kumulatívnu chybu z každého zásahu ohýbačky v tom poradí. Kľúčom k dielu, ktorý skutočne pasuje, je kótovanie z jedného funkčného referenčného bodu (datumu). Ak je kritickým požiadavkom pre montáž vzdialenosť medzi dvomi najvzdialenejšími otvormi, potom tieto otvory kótuje priamo medzi sebou - nie podľa reťaze ohybov medzi nimi. Tento prístup vedie dielňu k sekvencii ohybov "od stredu von", čo zámerne posúva nahromadenú chybu smerom k menej dôležitým koncom dielu.
Deformácia otvorov v blízkosti ohybových línií
Umiestnite otvor príliš blízko k ohybu a položíte ho priamo do zóny deformácie, kde sa kov na vonkajšom rádiuse naťahuje a na vnútornom stláča. Materiál sa jednoducho nepreloží - tečie. Toto nie je problém lasera ani chyba operátora; je to zlyhanie pri zohľadnení plastickej deformácie zliatiny. Ak chcete spoľahlivo udržať ±0,005" priemer, otvor musí byť umiestnený v „mŕtvej“ zóne príruby, kde štruktúra zrna zostáva stabilná. Vynútite otvor do prechodovej zóny a v podstate požadujete sekundárnu operáciu - vŕtanie po ohybe - čo znamená vlastný prípravok a približne trojnásobné náklady.
Minimálna dĺžka lemu
Skúste ohnúť lem dlhý 0,100" na oceli hrubej 0,080" a diel jednoducho zapadne do V-matice. Na vytvorenie správneho ohybu musí materiál preklenúť otvor matrice a mať dostatočnú plochu, aby mohol razník aplikovať páku. Ak je lem príliš krátky, skĺzne ešte pred dokončením ohybu, zdeformuje polomer a zanechá lem ďaleko od požadovaného uhla. Bežná dielenská prax predpisuje minimálnu dĺžku lemu približne štyrikrát hrúbku materiálu, aby diel zostal správne uložený počas celej dráhy lisu.
Optimalizácia návrhu pre výrobu plechu
Kľúčom k úspešnej a nákladovo efektívnej výrobe plechových dielov je pochopenie ich špecifického správania a navrhovanie s ohľadom na tieto reálie.
Pozor na tolerancie v titulkovom bloku
Príliš veľa inžinierov považuje plech za pevný blok hliníka a predpokladá, že presnosť je len otázkou naprogramovania CNC. Konštruktér aplikuje štandardnú toleranciu ±0,005" z titulku výkresu a predpokladá, že dielňa jednoducho opracuje diel tak, aby zodpovedal CAD modelu. Toto „nadmerné kótovanie“ je nákladný zvyk, ktorý núti dielne spomaľovať stroje a fakturovať presnosť, ktorú montáž vôbec nepotrebuje. Ak chcete ochrániť svoje marže, identifikujte 10% geometrie, ktorá skutočne riadi funkciu. Montážna príruba pripevnená k pevnej konštrukcii si zaslúži prísnu kontrolu; dekoratívne "ucho" držiace sťahovaciu pásku môže odchýliť o šestinu palca a nikto si to nikdy nevšimne. Keď uvoľníte tolerancie na nekritických prvkoch, dáte výrobcovi slobodu sústrediť čas na nastavenie a procesnú kontrolu tam, kde to skutočne má význam. Najlepší inžinieri, ktorých poznám, sa nesnažia prekonávať ohýbacie lisy nereálnymi polohovými toleranciami; navrhujú pre realitu a nechávajú drážky absorbovať odchýlky.
Vplyv objemu výroby
Prototypová séria desiatich dielov môže byť nebezpečne zavádzajúca. Pri krátkej sérii skúsený operátor úzko sleduje stroj, používa nové razníkové nástroje, kontroluje každý ohyb a podkladá matrice, aby presne dosiahol vaše rozmery. Pri diely číslo 2 000 majú hrany razníkov mikroskopicky zaoblené. Hydraulická kvapalina ohýbacieho lisu beží už šesť hodín; zahreje sa, jej viskozita klesne a hĺbka ramena sa posunie o niekoľko tisícin palca. Prípravky na zarovnanie zbierajú kovový prach a otrepy, jemne meniac spôsob, akým diel sedí pred každým ohybom. Postupné opotrebovanie tvrdených oceľových nástrojov počas tisícov cyklov definuje vašu výrobnú krivku. Ten istý návrh, na tom istom stroji, bude mať rôzne tolerancie úplne závislé od objemu výroby.
Spojovacie prvky a povrchové úpravy
Videl som šrot za $10,000 dolárov, ktorý bol vystopovaný späť k návrhárovi predpokladajúcemu, že otvor vyrezaný laserom sa správa rovnako ako vyvŕtaný otvor pre natláčanú maticu. Spojovací prvok PEM závisí od studeného toku základného materiálu do jeho podreza, aby sa uzamkol na mieste. Ak má laserový rez - šírka rezu - aj mierny kužeľ, alebo ak troska na spodnej strane plechu nie je úplne odstránená, spojovací prvok sa neusadí správne. Pre vysokú spoľahlivosť vkladania spojovacích prvkov musí špecifikovaná tolerancia otvoru zohľadňovať „vydutie“ pri začiatku prepálenia laserom a prirodzený kužeľ lúča. Ak sa diel bude práškovo lakovať, treba tiež započítať nános povlaku vo vnútri otvoru - inak bude spojovací prvok sedieť vyššie alebo sa vychýli z osi. Komponent, ktorý dokonale sedí v surovej oceli, často zlyhá okamžite po návrate z dokončovacích úprav. Práškový náter nie je bezvážna farebná vrstva; je to vrstva plastickej živice, ktorá pridá tri až sedem tisícin palca na každý povrch.
Inteligentné kótovanie a drážky
Štúdie razenia a ohýbania konzistentne ukazujú, že takmer 80% odchýlok procesu pochádza priamo z materiálu - rozdiely v tvrdosti a hrúbke medzi dávkami, ktoré žiadny operátor nedokáže úplne odstrániť. Nahraďte jeden z dvoch párových kruhových otvorov drážkou a vytvoríte vstavanú „pristávaciu zónu“ pre spojovací prvok - takú, ktorá zvládne typickú ±0,020" odchýlku pri viacerých ohyboch. Tento prístup umožňuje, aby sa diely samé vyrovnali pri montáži, namiesto toho, aby boli nútené do napätého stavu vedúceho k strhnutým závitom alebo prasknutým zváraným spojom.
tags: #oznacenie #hrubky #plechu