Návrh plechových dielov pre CNC ohraňovací lis nie je len o kreslení pekných plochých rozvinov. Ide o zakódovanie skutočnej fyziky ohýbania, obmedzení stroja a procesných limitov priamo do vašich CAD rozhodnutí, aby sa diely správne vytvarovali už na prvýkrát na dielenskej podlahe. Väčšina inžinierov sa to naučí tou ťažšou cestou: model, ktorý na obrazovke vyzerá dokonale, sa po prvom kontakte so skutočným materiálom a nástrojmi premení na popraskané ohyby, deformované otvory a preťažené ohýbacie lisy.
I. Mentálny Upgrade: Od 2D Kreslenia k Fyzikálnemu Návrhu
Predtým, než nakreslíte prvú čiaru v AutoCADe, potrebujete zásadný mentálny upgrade. Pri návrhu plechových dielov sú dvojrozmerné čiary na obrazovke oveľa viac než len geometrické obrazce - sú to matematické príkazy, ktoré určujú, ako sa skutočné materiály deformujú pod extrémnym napätím. Mnohí inžinieri zažili tento nočný moment: výkres z AutoCADu dokonale kótovaný a presne okomentovaný, zostavy do seba v 3D softvéri bezchybne pasujú - no po prenesení na dielenskú podlahu sa ozývajú sťažnosti operátorov, lis na ohýbanie spúšťa alarmy alebo sa poškodí nástroj.
Výzvy pri Prechode z CAD na Fyzickú Výrobu
- Objemové kolízie: To, čo na obrazovke vyzerá ako jednoduchý ohnutý okraj, je v skutočnosti plynulý pohyb kovu okolo nástroja.
- Predĺženie materiálu: Začiatočníci často predpokladajú, že L = A + B. V skutočnosti sa pri ohýbaní kovu vonkajšia vrstva naťahuje, zatiaľ čo vnútorná sa stláča.
- Mýtus ostrých rohov: CAD dokáže nakresliť roh R0, ale v reálnom svete dokonalé ostré hrany neexistujú.
Ak sa chcete stať špičkovým návrhárom plechových dielov, musíte si vypestovať DFM (Design for Manufacturing - návrh pre výrobu) mentálny prístup. Tento prístup zahŕňa hlboké pochopenie niekoľkých kľúčových aspektov:
- Povedomie o nástrojoch: Váš návrh musí byť v súlade s dostupnou knižnicou matríc. Šírka štandardného V-žliabku určuje minimálnu dĺžku lemu. Ak navrhnete lem 5 mm, ale najmenšia V-matrica v dielni vyžaduje 8 mm na podopretie plechu, váš návrh je neplatný.
- Logika sledu operácií: Ohýbanie prebieha v čase - čo prichádza najskôr a čo nasleduje? Vnútorné prvky (ako zahlbenia alebo žalúzie) umiestnené príliš blízko ohybových línií sa môžu počas formovania natiahnuť alebo zdeformovať.
- Pružnosť materiálu a kompenzácia: Kov je pružný. Ohyb z nehrdzavejúcej ocele zamýšľaný na 90° sa môže späť pružne vrátiť na 92°.
V programe AutoCAD sú zložité javy fyzického sveta zjednodušené do niekoľkých kľúčových matematických parametrov.
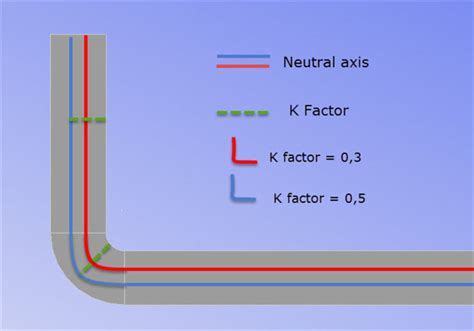
- Neutrálná os a K-faktor: Počas ohýbania sa vnútorná strana stláča, vonkajšia sa naťahuje a medzi nimi leží neutrálna os - ani sa neskracuje, ani nepredlžuje. K-faktor je pomer polohy neutrálnej osi k hrúbke materiálu (K = t / T). Nie je to pevná konštanta, ale funkcia typu materiálu, hrúbky a polomeru ohybu.
- Odpočet ohybu (BD): Tento vzorec spája 2D ploché rozloženie s finálnou 3D formou. L_total = L₁ + L₂ - BD, kde L_total je celková rozvinutá dĺžka a L₁, L₂ sú vonkajšie rozmery.
- Vnútorný polomer (IR): Kritické geometrické obmedzenie, typicky asi 1/6 až 1/8 šírky V-matrice pri ohýbaní vo vzduchu. Každá ohybová línia v CAD zodpovedá určitej hodnote IR.
Kreslenie plechových dielov v AutoCADe je v podstate matematická operácia riadená vlastnosťami materiálu a obmedzeniami nástrojov.
II. Vytvorenie Priemyselného Prostredia pre Efektívny Rozvin Plechu
Mnoho inžinierov si myslí, že rýchlosť kreslenia závisí od toho, ako rýchlo pohybujú myšou. V skutočnosti efektivita a spoľahlivosť vychádzajú z pevného, dobre nastaveného základu. Pri CNC ohýbaní súbor DWG nie je len výkres-je to nezostavený balík dát. Ak je vaše prostredie nesprávne nastavené, nasledujúca fáza programovania CAM bude chaotická.
Procesne Riadený Systém Vrstiev
V tradičnom kreslení môžu vrstvy slúžiť len na oddelenie farieb alebo hrúbok čiar. V nastavení orientovanom na DFM však vrstvy predstavujú sémantické procesné príkazy. Pokročilé CNC dielne používajú automatizačný softvér (ako Radan alebo Metamation) na načítanie súborov DXF, pričom názvy vrstiev spúšťajú automatické rozpoznanie rezacích dráh, gravírovacích značiek a ohýbacích línií. Musíme preto zaviesť “procesne riadený” systém vrstiev namiesto “vizuálne riadeného”.
💡 Odborný tip: Uložte túto štruktúru vrstiev ako .dwt súbor šablóny.
Základné Nastavenia AutoCADu pre Presnosť
- Zobrazenie presnosti (LUPREC / AUPREC): Nastavte presnosť zobrazovania dĺžok a uhlov na maximum (8 desatinných miest). Nejde o dosiahnutie výroby na úrovni nanometrov - ide o samokontrolu. “Vyzerá dosť rovno” je nebezpečný predpoklad v presnej výrobe. Predvolená zobrazovacia presnosť AutoCADu často skrýva jemné geometrické chyby, ako je medzera 0,001 mm alebo uhol 89,99°.
- Počiatok svetového súradnicového systému (WCS): Zvyknite si umiestňovať kľúčový referenčný bod súčiastky (napríklad dolný ľavý roh alebo stred dôležitého otvoru) do (0,0,0) počiatku.
- Pozor na prichytávanie “Najbližší bod”: Toto je hlavná príčina drobných fragmentovaných čiar a neortogonálnej geometrie.
Špecializovaný Arzenál pre Ohýbanie Plechu
Aby ste sa vyhli tomu, že sa návrh zmení na opakovanú manuálnu prácu, musíte si vybudovať špecializovaný “arzenál” pre ohýbanie plechu:
- Dynamická knižnica blokov odľahčenia ohybu: V koreňoch ohybov plechu sa používajú odľahčovacie drážky (zárezky), aby sa predišlo roztrhnutiu alebo deformácii. Nekreslite ich a nestrihajte ručne pri každom návrhu - vytvorte dynamické bloky pre “okrúhle”, “obdĺžnikové” a “slzové” odľahčenia. Pomocou parametrických ovládaní môžete okamžite upraviť šírku drážky.
- Knižnica štandardných prvkov: Premeňte bežné prvky, ako sú zápustky, diery pre lisovacie matice a diery pre polohovacie kolíky, na štandardné bloky s atribútovým textom (napr. "M4 lisovacia matica, pilotná diera 5,4 mm").
- Tabuľka K-faktora a odpočtov: Hoci to nie je vstavaný CAD nástroj, musí byť externe prepojený (Xref) alebo vložený ako tabuľka priamo v CAD systéme. Potrebujete v dielni overenú referenčnú tabuľku, ktorá koreluje “šírku V razníka - hrúbku plechu - hodnotu odpočtu”. Ak navrhujete na základe teoretických výpočtov, zatiaľ čo dielňa používa empirické údaje, odchýlky v rozmeroch sú nevyhnutné.
Akonáhle je toto priemyselné prostredie nastavené, získate pevný základ.
III. Vytvorenie Presného Rozvinu pre CNC Ohýbanie
Väčšina kresličov sa mylne domnieva, že rozvin plechu je iba “splostená projekcia” 3D dielu. V skutočnosti je správny rozvin sada príkazov pred samotnou výrobou určená na výrobu. Musí zahŕňať vlastnosti materiálu, logiku odľahčenia pnutia a dráhy pohybu stroja.
Zmrazenie Parametrov a Fyzikálne Vstupy
Pred nakreslením prvej čiary musíte vykonať “zmrazenie parametrov”. Rozvin plechu je v podstate matematický proces - a jeho presnosť závisí od fyzikálnych vstupných parametrov.
- Overenie materiálu: Potvrďte triedu materiálu (napr. AL5052-H32 alebo SUS304) a jeho skutočnú hrúbku. Upozorňujeme, že rôzne stavy vytvrdnutia (mäkký vs. tvrdý) ovplyvňujú správanie materiálu.
- Definovanie výrobného postupu: Určte, či bude výrobný proces “laser + ohýbanie” alebo “razník + ohýbanie”.
- Odkaz na tabuľku kompenzácie ohybu: Nikdy sa nespoliehajte na predvolené hodnoty CAD, ako K=0,44 alebo 0,5. Vždy používajte dielňou overenú Tabuľku odpočtov ohybu. Napríklad, pri 2 mm za studena valcovanej oceli môže razník V12 vyžadovať odpočet 3,4 mm, zatiaľ čo razník V16 potrebuje 3,8 mm.
- Určenie referenčných hrán: Na CNC ohýbačke presnosť ohybovej línie určuje zadný doraz. Preto musí vonkajší obrys plochého výstrižku obsahovať jasnú, priamu referenčnú hranu.
- Vonkajší obrys (G_CUT_OUTER): Musí byť úplne uzatvorená lomená čiara.
- Geometria riadená rozmermi: Nikdy neupravujte tvary natiahnutím alebo odhadu na základe vizuálneho vzhľadu. Toto predstavuje hranicu medzi obyčajným “náčrtom” a skutočným “priemyselným výkresom”.
Označovanie Ohybov a Sekvencií
- Definícia smeru: Smer ohybu musí byť jasne rozlíšený typom čiary alebo farbou - “ohyb nahor” vs. “ohyb nadol”. Priemyselným zvykom je: pri otočení prednej plochy nahor zelené čiarkované čiary označujú dolinové ohyby (nadol) a červené čiarkované čiary označujú horské ohyby (nahor).
- Postupnosť ohybov: Pri zložitom viacstupňovom ohýbaní predvídajte a označte odporúčaný poradie (napr. B1→B2→B3).
Kritické Kontroly pre Rozvin
- Kontrola pravidla 2T: Overte vzdialenosť od okrajov otvorov po najbližšiu líniu ohybu. Ak vzdialenosť $D < 2T$ (dvojnásobok hrúbky plechu), ťahové napätie počas ohýbania zdeformuje kruhové otvory na elipsy.
- Implementácia odľahčovacích drážok: V každom priesečníku línie ohybu a vonkajšieho obrysu pridajte odľahčovacie drážky podľa hrúbky materiálu (šírka ≥ T, hĺbka ≥ T + R).
- Náhrada tvarovaných prvkov: Pri prvkoch ako PEM matice, žalúzie alebo polovičné strihy znázornite v rozvinutom tvare iba základný otvor alebo stredovú značku a odkazujte sa na štandardný blokový symbol.

Optimalizácia Súboru Pred Exportom
- Čistenie príkazom OVERKILL: Jeden z najpodceňovanejších príkazov v AutoCADe. Spustite OVERKILL s toleranciou 0,001 mm na automatické odstránenie prekrývajúcich sa segmentov a zlúčenie kolineárnych čiar.
- Filtrovanie vrstiev: Pred exportom súboru DXF vypnite všetky vrstvy s kótami (D_DIM), poznámkami (D_TEXT) a titulkovými blokmi.
- Resetovanie súradníc: Použite MOVE príkaz na umiestnenie kľúčového rohu dielu - zvyčajne referenčný bod prvého ohybu - do svetového súradnicového začiatku (0,0,0).
- Kompatibilita formátu: Uložte súbor ako AutoCAD 2000/2004 DXF.
IV. Záverečná Kontrola DFM a Eliminácia Chýb
Dokončenie výkresu neznamená koniec práce. Pred odoslaním DXF tímu CAM programovania vykonajte dôkladnú kontrolu DFM (Design for Manufacturing). Cieľom je odstrániť “drahé fyzické chyby”, kým sú ešte v “lacnom pixelovom štádiu”. AutoCAD vám umožní nakresliť čokoľvek, ale fyzikálne zákony a schopnosti strojov ukladajú prísne limity.
Kľúčové Kontrolné Body DFM
- Minimálna dĺžka príruby:
- Fyzická logika: Počas ohýbania musí plech preklenúť otvor V-matice, aby mal správnu oporu.
- Kontrolný štandard: Typicky minimálna dĺžka príruby $L_{min} \approx V/2 + C$ (C je bezpečnostná rezerva).
- Vzdialenosť otvorov od línie ohybu (pravidlo 2T):
- Fyzická logika: Materiál v blízkosti línií ohybu prechádza výrazným plastickým natiahnutím.
- Kontrolný štandard: Skontrolujte vzdialenosť od každého okraja otvoru k najbližšej línii ohybu. Orientačné pravidlo je D ≥ 2T (T = hrúbka plechu).
- Možné kolízie nástrojov:
- Fyzická logika: Ohýbanie plechu je dynamický proces tvárnenia, pri ktorom sa diel výrazne pohybuje v priestore.
- Kontrolný bod: Pri dieloch s hlbokým tvarom U, C alebo s tvarom kancelárskej spony vždy overte, že ohnutý tvar poskytuje dostatok priestoru pre nasledujúce nástroje na ohýbanie.
- Špeciálne opatrenie: Pri spätných ohyboch alebo zložitých ohyboch tvaru Z posúďte, či je potrebný razník typu husí krk, aby sa predišlo kolíziám.
- Kontrola plochého výkresu:
- Kontrola: Pri simulácii plochého výkresu v AutoCADe starostlivo skontrolujte, či sa susedné príruby neprekrývajú v rozvinutom pohľade.
Ak máte pred odovzdaním projektu na finálnu kontrolu iba tri minúty, určite skontrolujte tento “životne dôležitý” zoznam.
Dôležité aspekty pri riadení tolerancií
- Kumulácia odchýlok ohybov:
- Následok: Odchýlky ohybov sa kumulujú.
- Korekcia: Uplatňujte prísne tolerancie iba na kritické rozmery dosadacích plôch.
- Uväznenie nástroja po poslednom ohybe:
- Následok: Po poslednom ohybe sa nástroj zachytí vo vnútri dielu.
- Korekcia: Skontrolujte možnosť demontáže v uzavretých štruktúrach.
V. Spolupráca a "Jediný Zdroj Pravdy" vo Výrobe Plechov
Keď dokončíš poslednú čiaru v AutoCADe a uzavrieš svoju DFM kontrolu, môže sa zdať, že tvoja práca je hotová. V realite výroby je to však len prvé odovzdanie štafety v pretekovom behu. Mnohé zlyhania na výrobnej linke - použitie nesprávnej revízie, nesprávne prečítanie poznámok alebo zošrotovanie celých sérií kvôli nepochopeniu zámeru procesu - nepochádzajú zo slabých návrhárskych schopností, ale z nefunkčných systémov dodávky a spolupráce.
Balík "Jediného Zdroja Pravdy"
V ére Priemyslu 4.0 je prosté poslanie súboru DXF nezodpovedné. Profesionálny konštruktér dodáva kompletný balík “Jediného zdroja pravdy”, ktorý zabezpečí, že nákup, laserové rezanie, ohýbanie aj tím kvality budú pracovať podľa tej istej logiky.
- Vyčistený DXF/DWG: Toto je priamy vstup pre laserové rezačky a dierovacie lisy - “surovina” stroja. Musí obsahovať len vrstvy ako G_CUT a M_BEND, pričom všetky rozmery, obrysy a text musia byť odstránené.
- 3D model (STEP/IGES): Aj keď sa tento sprievodca zameriava na AutoCAD, poskytnutie neutrálnych 3D formátov súborov je nevyhnutné. Operátori ohýbacích lisov môžu importovať model do CAM softvéru, aby si vizualizovali ohybové sekvencie alebo overili kolízie nástrojov.
- PDF výrobný výkres: DXF súbory obsahujú len geometriu, bez tolerancií. PDF výkres musí jasne definovať rozmery kritické pre kvalitu (CTQ), materiál, hrúbku, tolerancie a dodatočné procesné poznámky.
- Kusovník (BOM): Vyhnite sa tomu, aby ste informácie o materiáli ukryli v rohu výkresu. Poskytnite samostatný kusovník (BOM), ktorý jasne uvádza číslo dielu, revíziu, akosť materiálu, hrúbku, povrchovú úpravu (napr. práškové lakovanie, eloxovanie) a množstvo.
Kultúra Spolupráce
“Over-the-wall engineering” - keď konštruktéri jednoducho hodia výkresy do výroby a ďalej sa o to nestarajú - je vážna pasca pre výrobné organizácie.
- Kontrola pred uvoľnením: Pri zložitých alebo veľkoobjemových objednávkach pozvite majstra ohýbania, aby venoval desať minút kontrole výkresov pred konečným uvoľnením. Často dokáže okamžite spozorovať problémy - napríklad “tento razník nie je dosť dlhý” alebo “tento ohyb narazí do dorazu”.
- Systém „red-line“ výkresov: Podporujte a štandardizujte spätnú väzbu z výroby priamo na výkresoch. Ak počas výroby operátor zistí, že rozvinutý rozmer nie je správny (napríklad odpočet má byť 3,5 mm namiesto 3,4 mm), mal by opravu zaznačiť priamo na výkrese červeným atramentom, podpísať sa a uviesť dátum pred vrátením výkresu do konštrukčného oddelenia.
- Rešpektujte odborníkov priamo z výroby: Keď sa operátor sťažuje, že “táto príruba je príliš krátka na správne ustavenie”, odolajte pokušeniu hádať sa, že teoreticky je to v poriadku. Problémy priamo na dielni často odhaľujú slepé miesta v návrhu.
Keď si osvojíte všetky technické detaily návrhu plechových dielov v AutoCADe, vaša kariéra sa prirodzene začne rozvíjať ďalej. Od učenia sa nakresliť jednoduchú čiaru ohybu, cez pochopenie fyzikálnych princípov deformácie kovu, až po zvládnutie celého systému dodávky - je to náročná, ale mimoriadne obohacujúca cesta. Nech táto príručka slúži ako váš odrazový mostík na ceste k tomu, aby ste sa stali špičkovým odborníkom na návrh plechov.
Prehodnotením tolerancií a deformácie (DFM) sa posúvame za hranice dokonalosti CAD, aby sme predvídali reálny vratný ohyb. Prijatím priemyselného prostredia kreslenia a štandardizovaného päťkrokového pracovného postupu.
Úrovne Odbornosti v Návrhu Plechových Dielov
| Úroveň / Titul | Vlastnosti | Zaostrenie | Výstup |
|---|---|---|---|
| Úroveň 1: Kreslič | Výkresy sú štandardizované a prehľadné, vrstvy sú zreteľné a rozviny presné, s minimom základných geometrických chýb. | Znalosť práce so softvérom, rýchlosť kreslenia a dodržiavanie noriem. | Presný technický výkres. |
| Úroveň 2: Inžinier DFM | Zohľadňuje náklady a vyrobiteľnosť počas návrhového procesu. Vie, ako znížiť počet ohýbacích nástrojov úpravou štruktúry, rozumie, ktoré požiadavky na tolerancie zvyšujú náklady, a využíva spoločné nástroje na štandardizáciu návrhov. | Vyrobiteľnosť, kontrola nákladov a efektivita výroby. | Diel, ktorý sa ľahko vyrába, je nákladovo efektívny a spoľahlivý pri používaní. |
| Úroveň 3: Výrobný stratég | Premýšľa nad rámec jednotlivých dielov až po úroveň systému. Rozumie tomu, ako rozloženie plechov ovplyvňuje využitie materiálu a ako sa ohýbacie operácie môžu stať úzkymi miestami vo výrobe. | Optimalizácia celého výrobného procesu, strategické plánovanie. | Efektívny a optimalizovaný výrobný systém. |
tags: #rozvinuty #pohlad #plechu #vykres